Metallurgical anodising defects
This defect refers to defects of visible nonuniform appearance of the anodized surface associated with violation of the manufacturing technology of aluminum profiles at any stage.
Hot spot (Black spot, Soft spot)
Source
Extrusion
Appearance
Etching
- Gray or black patches appearing after anodising.
- The black spots are almost always softer than the bulk material.
- The defect is readly visible after etching as a heavy black smut. It can be removed in desmutting bath, but reappears after anodising as a gray or black area (Figure 1) [1].
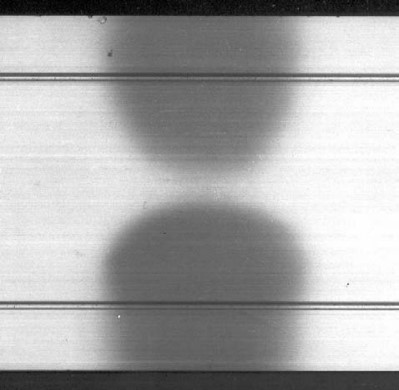 Figure 1 – Example of a hot spot on an etched and anodised 6063 profile [2]
Figure 1 – Example of a hot spot on an etched and anodised 6063 profile [2]
Description
The spots are caused by preferential etching of local, coarse magnesium silicide precipitates. This precipitates are the result of variable cooling rates of different parts of the aluminium profile. This happens when an extruded profile goes in contact with the run-out table carbon support block. The part of the profile is quickly cooled and then reheated from the mass of the profile.
This is a metallurgical anodising defect, not anodising process fault [2]. Hardness in these area are significantly lower than in normal areas on the profile.
The defect is caused by excessive precipitation of magnesium silicide in these areas, due to differential cooling ion the extrusion runout table or walking beams [2].
The places where dark spots formed cooled much more slowly than other places in the profile. This resulted in excessive precipitation of magnesium silicide particles, as shown in the diagram in the figure 2.
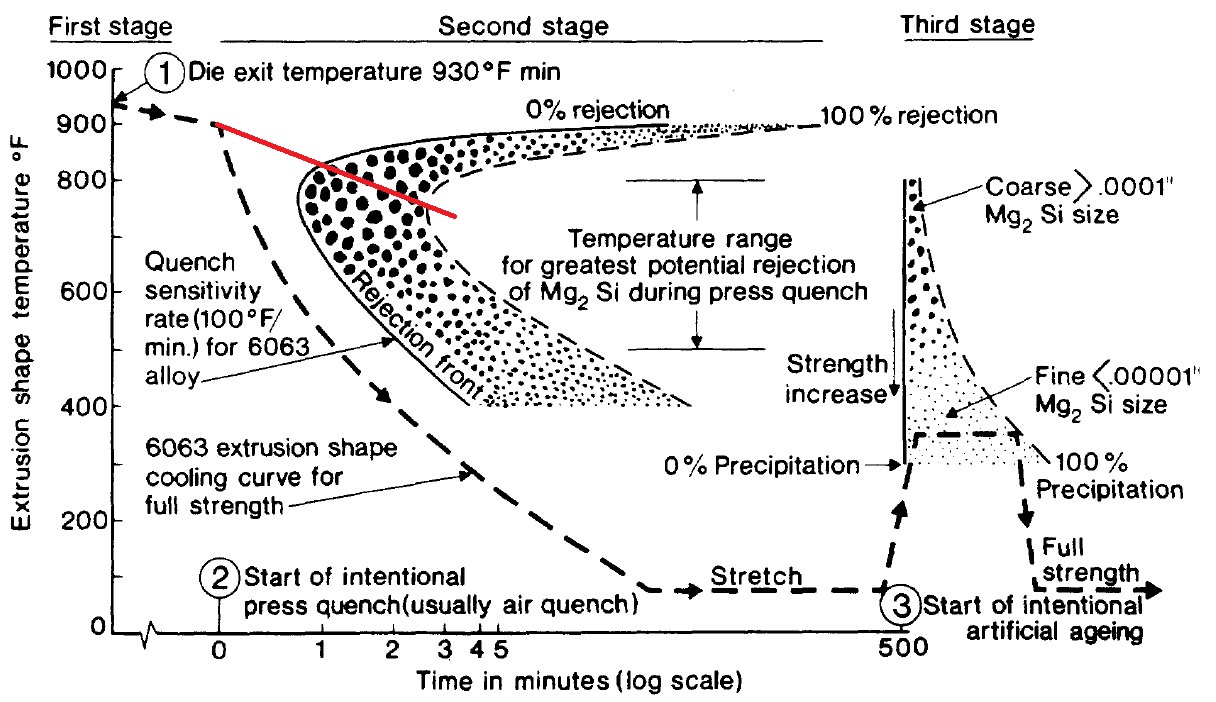 Figure 2 – The cooling rate curves of 6063 alloy profile parts:
Figure 2 – The cooling rate curves of 6063 alloy profile parts:
normal cooling – black dashed line, low cooling – red line.
Modified from [3]
Prevention
The remedy if to avoid contact between the hot profiles and the runout table for more the shortest time possible until the profile has cooled to about 250 C [1].
Carbon marks
Source
Extrusion
Appearance
Extrusion/Etching
Description
Longitudinal black marks in the extrusion direction on one face of an extruded profile. These are called “carbon marks”. It is also metallurgical anodising defect. These marks are usually due to extruded profile rubbing on the carbon blocks as emerges onto the run-out table. [2]. Due to the friction of the profile area against the graphite block, it does not receive proper cooling. This results in premature and excessive release of black magnesium silicide particles. This situation is well illustrated by Figure 3.
An examples of carbon marks are shown in Figure 3 and Figure 4.
 Figure 3 – Carbon marks on “as extruded” aluminium profile [2]
Figure 3 – Carbon marks on “as extruded” aluminium profile [2]
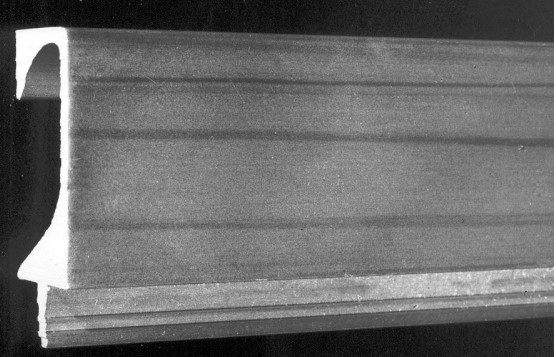 Figure 4 – Carbon marks on etched aluminium profile
Figure 4 – Carbon marks on etched aluminium profile
(10 minutes in 100 g/l NaOh at 60 C) [2]
Prevention
The problem is overcome by control of condition the material used on the lead-out table and run-out table or walking beam. If carbon blocks or rollers are used, replacing them a material with lower termal conductivity.
Don’t be confused!
A similar but not identical deffect is an “graphite inclusion” defect (Figure 5). This defect may result from excessive usage of sooth lubricant on the front end or the extrusion ingot (Figure 6) [2].
 Figure 5 [2]
Figure 5 [2]
 Figure 6 [4]
Figure 6 [4]
Appendix – Lead-out and run-out tables
 Figure 7 [5]
Figure 7 [5]
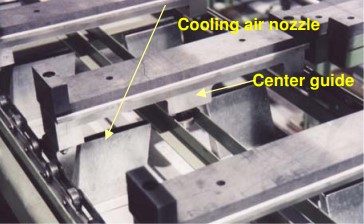 Figure 8 [5]
Figure 8 [5]
 Figure 9 [5]
Figure 9 [5]
Sources:
- Defect Analysis in Anodizing / Bаrry R. Ellard – Aluminum Extrusion Technology Seminar – 2000
- The Identification and Prevention of Defects on Anodised Aluminium Parts/ Ted Short – 2003
- Extrusion of Aluminium Alloys / T. Sheppard
- https://www.pressmanual.online/wp-content/uploads/2023/05/7-billet-and-log-feed-2022.pdf
- https://www.pressmanual.online/wp-content/uploads/2023/05/8-Handling-Systems-2023.pdf
