Extrusion of 2xxx and 7xxx aluminum alloys
Why is it so difficult?
The basics differences in extruding the higher-strength 2xxx and 7xxx aluminium alloys, compared to more common 6xxx alloys are as follows:
- Have much higher extrusion pressure
- Have more slower extrusion speed
- Demand separate furnace solution heat treatment
- Demand a specialized equipment to extrude hollow shapes
- Are highly prone to peripheral coarse grain recrystallization
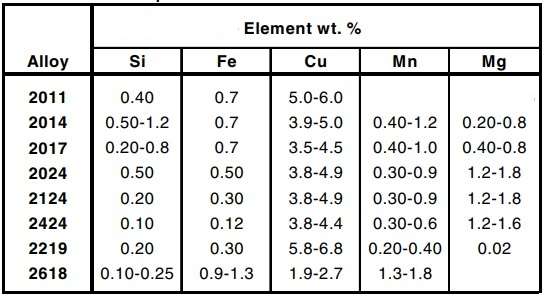
The main elements of typical 2xxx alloys are shown in Figure 1. The 2xxx series of alloys contain a number of groups. An Al-Cu group containing binary alloys such as 2219 with 6% Cu. Al-Cu-Mg alloys, such as 2024 and 2014, are most popular 2xxx series alloys extrusions used in airframe construction. They have evolved from 2017 alloy, discovered by Wilm in 1911. These alloys have medium- to high-strength with good ductility and toughness. The 2024 and 2014 alloys are largely used as structural members on the underside of wings, where tensile, fatigue, and stress corrosion conditions make many higher-strength 7xxx alloys unacceptable. Variants of these alloys, such as 2124 and 2224, have improved characteristics, especially fracture toughness be combination of purity control and microstructural and temper development.
The main elements of typical 7xxx alloys are shown in Figure 2. Alloys in the 7xxx series fall into two basic categories. The Al-Zn-Mg medium/high-strength alloys are distinctly more extrudable in the sense that they have lower flow stresses and most can be air-quenched at the press. Al-Zn-Mg alloys such as 7003, 7004, 7005, and 7020 can be extruded using conventional hollow-die technology, and are therefore within the capabilities of most extrusion facilities. The higher-strength Al-Zn-Mg-Cu alloys used in aerospace demand separate solution heat treatment, require higher extrusion pressures, and cannot be extruded into hollow shapes without employing specialized seamless extrusion presses. 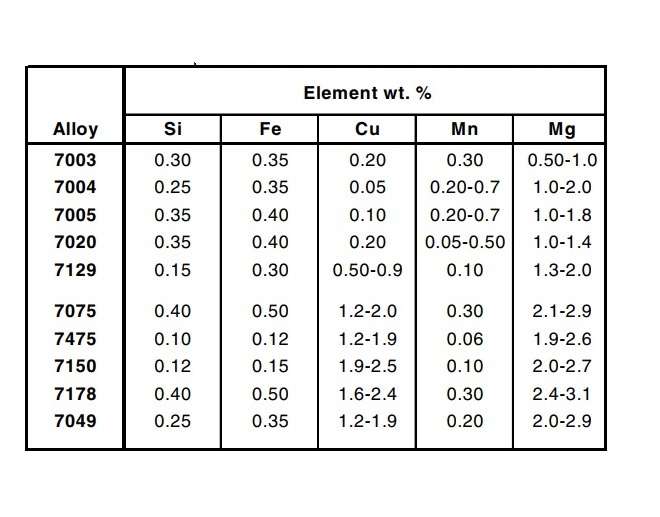
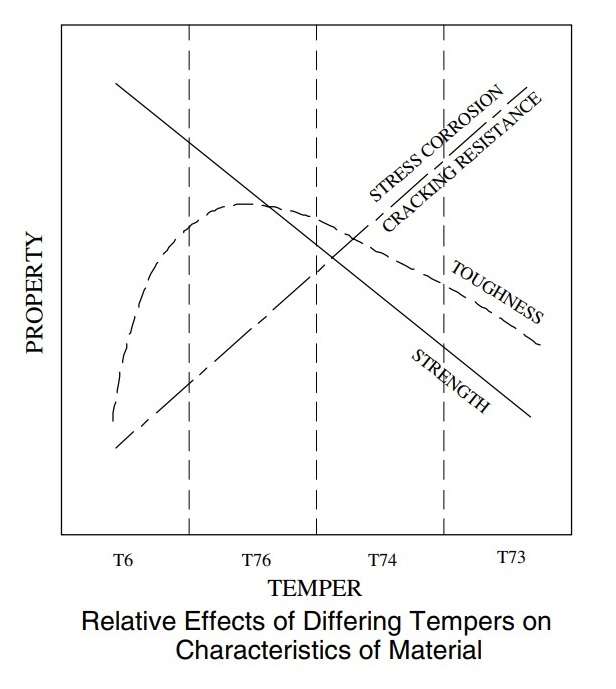
The mainstay of the Al-Zn-Mg-Cu alloys is 7075. Higher purity variants, such as 7175, 7475, and 7150 have provide higher fracture toughness. but with some loss in strength. This is achieved by applying new overaged T7x tempers.
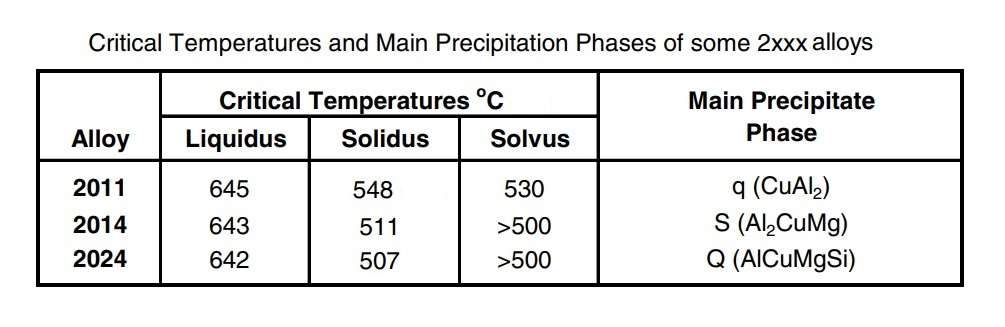
The critical temperatures and principal precipitation phases of some 2xxx alloys are shown in Figure 4. Due to long solidification interval (difference between the liquidus and solidus temperatures) in many 2xxx alloys, solidification is a slow process and coarse dendritic formation results. Micro segregation tends to be significant and dissolution during homogenization is slow, especially under commercial practices where temperatures must not approach the liquidus. The longer solidification interval also influences the depth of inverse segregation at the billet surface, and typically longer extrusion butts (up to 12%) are required.
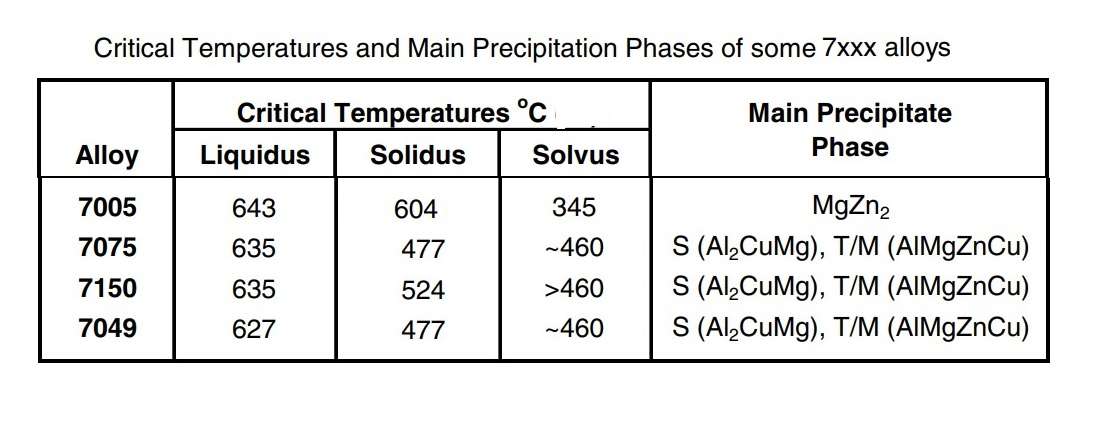
The common 7xxx alloys consists of two basic groups, medium- and high-strength Al-Zn-Mg alloys and higher-strength Al-Zn-Mg-Cu alloys. Critical temperatures and main precipitation phases are shown in Figure 5. The long solidification interval, typical in the Al-Zn-Mg-Cu alloys, creates micro segregation issues similar to the 2xxx series alloys.
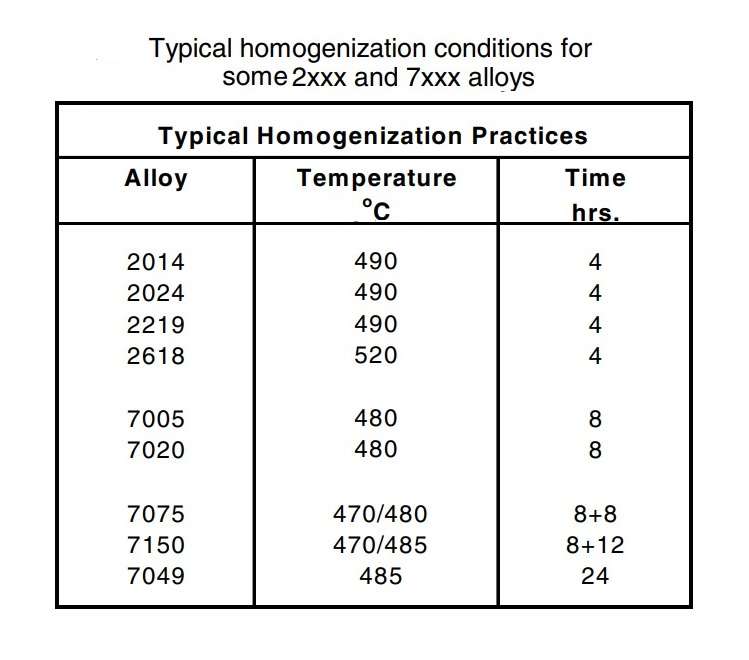
Typical billet homogenization practices for 2xxx and 7xxx alloys billets are shown in Figure 6.
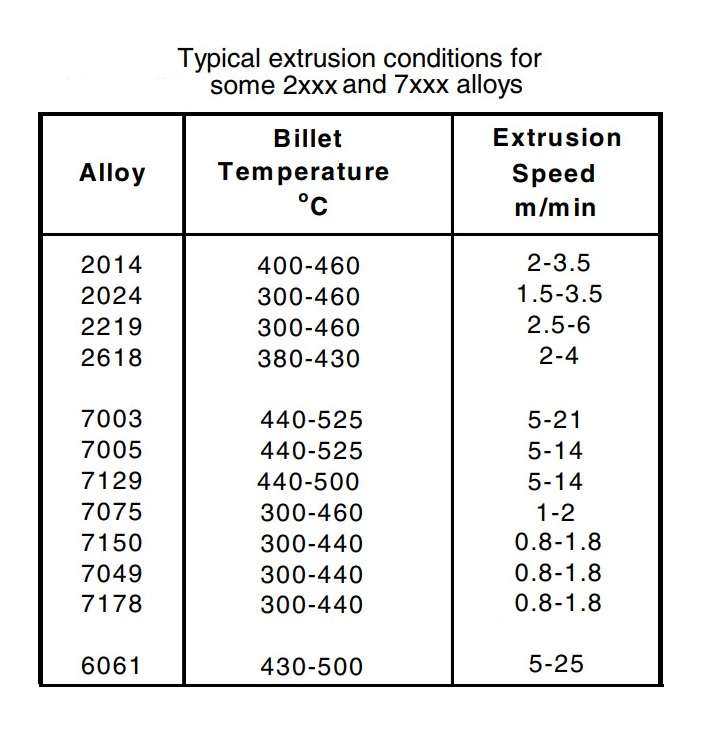
Typical extrusion conditions for some of the common 2000 and 7000 alloys are shown in Figure 7. The 2000 and 7000 alloys are generally susceptible to recrystallization. Recrystallization is a complex interplay of billet composition, metallurgy, extrusion conditions, and critical temperatures, such as, solvus, solidus, and recrystallization temperature.
Al-Zn-Mg alloys, such as 7005, which can be air-cooled at the press, are able to be extruded at conditions where the die exit temperature is sufficiently above the solvus, thus allowing effective solution heat treatment on passing under the cooling fans. In addition, extrusion emergence temperatures are normally below the crystallization temperature for these alloys, so no crystallization occurs.
The higher-strength Al-Zn-Mg-Cu alloys are quite different. For each alloy the solvus temperature is higher and close to solidus temperature. This eliminates the possibility of effective solution heat treatment by press quenching. Separate furnace solution heat treatment is therefore required.
Alloys in the 2xxx series have very short intervals between the solvus and solidus, sometimes less than 10 ⁰C. Therefore, peripheral coarse grain recrystallization is more common and occurs to a greater extent in 2xxx series alloy extrusion.
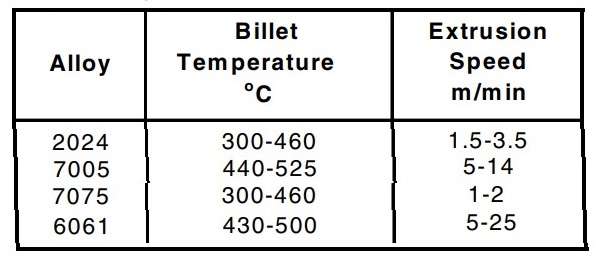
Figure 8 emphasizes how slower extrusion speed for 2xxx and 7xxx series alloys compared to the more common 6061 alloy. Lower solidus temperature, and incomplete dissolution of low melting point phases during homogenization, increase the risk of hot shortness, speed cacking or tearing and therefore restrict higher extrusion speed. The Al-Zn-Mg group of 7xxx series alloys extrude more readily than the higher-strength Al-Zn-Mg-Cu alloys., in terms of both extrusion pressure and speed. Typically, these alloys are extruded at emergence temperature no more than 530 ⁰C.
An extruder capable of extruding the higher-strength 2xxx and 7xxx alloys can supply product to special markets such as aerospace, at significantly higher prices than are typical for more common 6xxx series alloys sold. However, the extruder must be familiar with numerous issues associated with extrusion and processing of such high-strength alloys.
The sources:
- Extrusion of 2xxx and 7xxx Alloys / Bill Dixon // Aluminum Extrusion Technology Seminar 2000 (ET 2000).
- Economics of Aluminum Extrusion for Aerospace Applications / P.K. Saha // Aluminum Extrusion Technology Seminar 2008 (ET 2008).

