Impurities in Molten Aluminium
Impurities in Molten Aluminium
It is believed that there is no such thing as a completely pure aluminium melt. The main pollutants that are present in any industrial aluminum melt in varying quantities are
- oxides and
- hydrogen gas.
Figure 1
Oxide pollution
It is necessary to understand and acknowledge that any aluminium melt is as a slurry of sundry solid debris in suspension. It is only the size and quantity of solid debris which is changed from melt to melt and from one melting practice to another. In particular, the large oxide films which is present from remelted returns can be substantially reduced by rotary degassing and filtration.
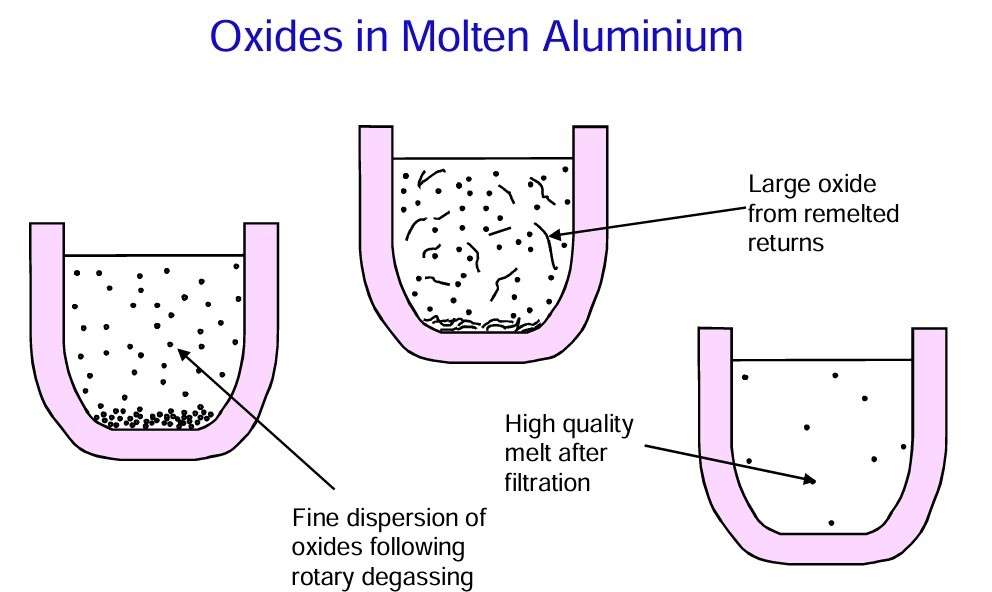
Figure 2
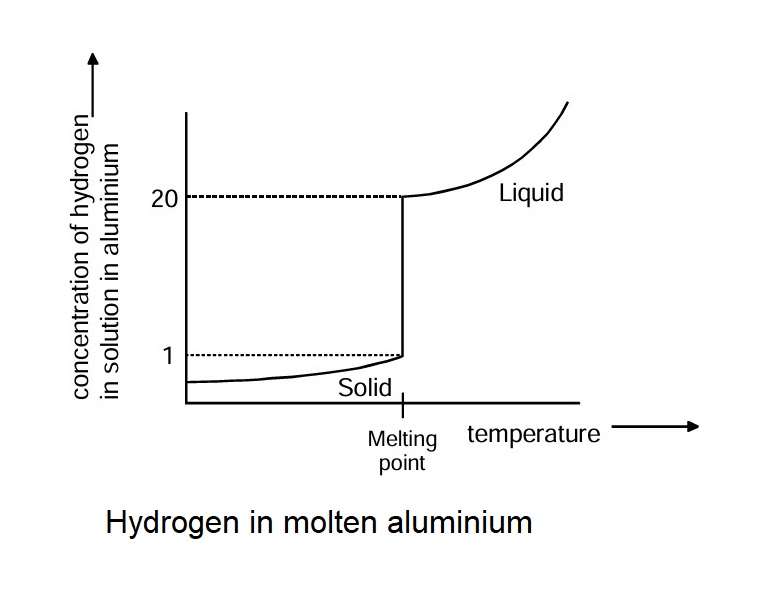
Hydrogen pollution
Other undesirable impurity in aluminium melt is hydrogen. Hydrogen is especially unwelcome in aluminium alloys because it is highly soluble in the liquid, but hardly soluble at all in the solid. In fact, as the aluminium solidifies, only one twentieth of the hydrogen is retained in solution under equilibrium conditions. The other nineteen twentieths will be rejected and will form gas pores.
Origins of oxide inclusions
The solid materials arrive in the melt right from the start of melting. They arrive as oxide skins on the surface of the material to be melted. In the case of ingots (bars cast into cast iron pig moulds) the cooling rate of the ingots is rapid, and although carried out in air, the oxide skin which develops on the ingot during cooling is not especially thick. Thus when remelted in a crucible furnace, or other type of bath of molten metal, the oxide floats free and becomes dispersed in the melt.
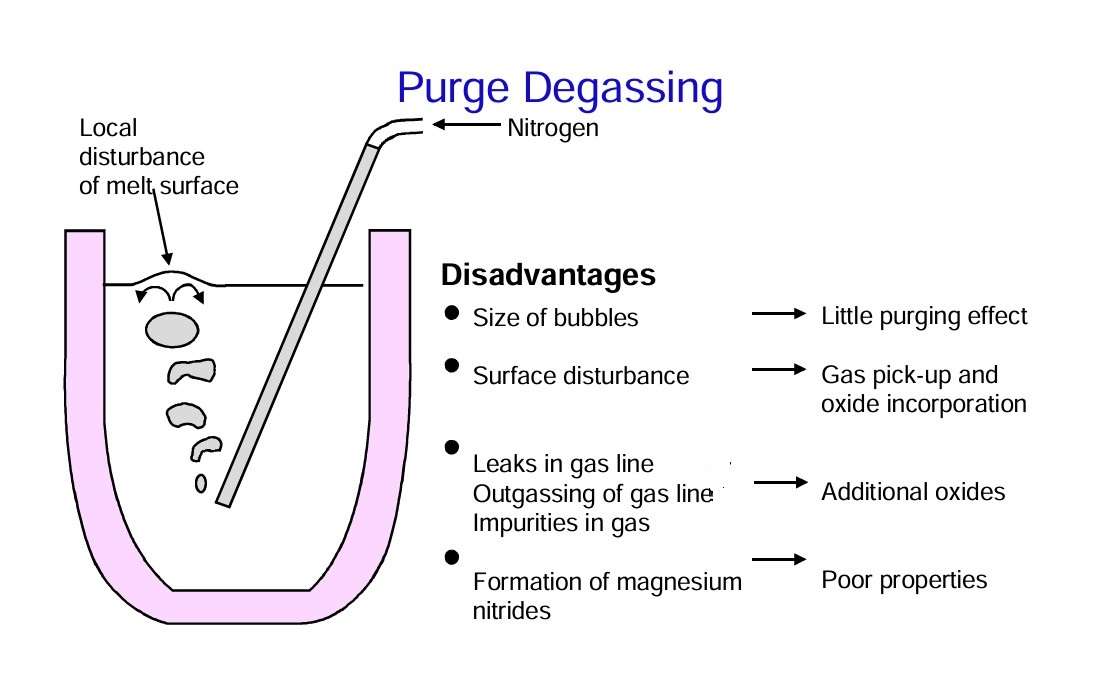
Purge degassing
Some treatments are notorious for the introduction of much additional oxide debris into the melt. One such treatment is purge degassing. This is often carried out badly, using an open-ended lance to introduce a purge gas into the melt. The size of bubbles from such a lance and the disturbance of the melt surface ensure that: 1. little gas is purged from the liquid, and 2. the rolling action of the surface creates extra oxide and may stir this into the melt.
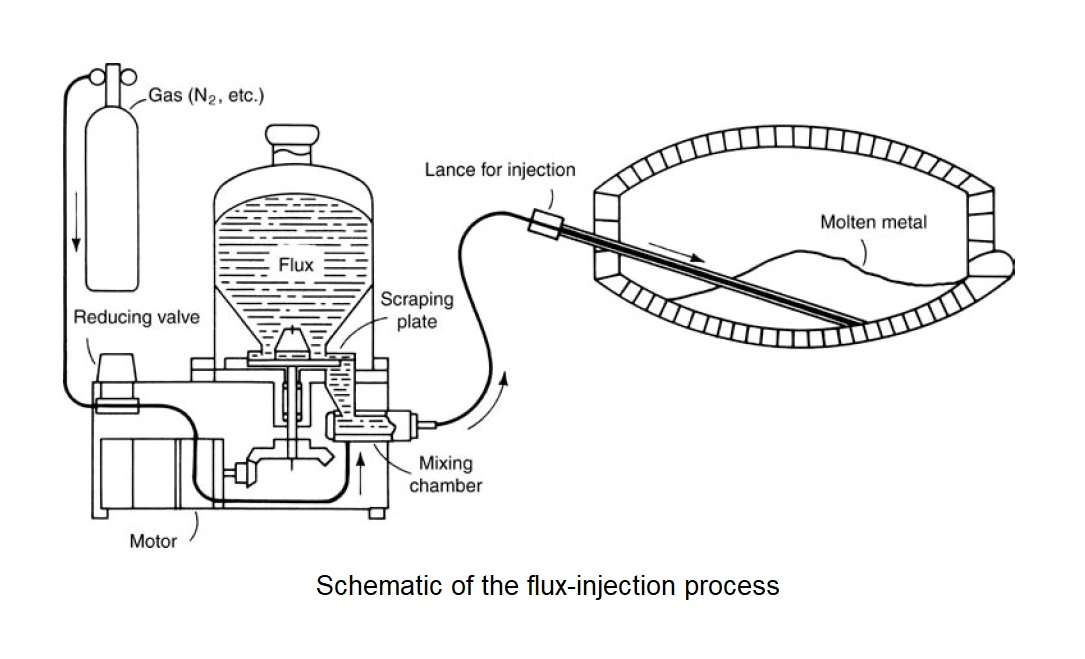
Flux-injection degassing
A treatment intended to clean the melt and simultaneously degas is flux-injection degassing. This process blows in a powdered chloride or fluoride flux into the melt on a carrier gas, usually nitrogen. By this means both the oxide content and gas content of the melt are reduced. However, the oxide content and gas content are not eliminated.
Rotary degassing
An alternative degassing treatment is rotary degassing. In this treatment a central hollow rotor introduces a purge gas (usually nitrogen) into the centre of a melt, where the emerging bubbles are fragmented and dispersed by the rapid rotation of the rotor. The large total area of the bubbles and their wide dispersion throughout the melt give a rapid degassing action. Whereas the hollow lance might give only poor degassing in an hour or so, the rotary technique typically reduces hydrogen to very low levels in only 10 minutes.

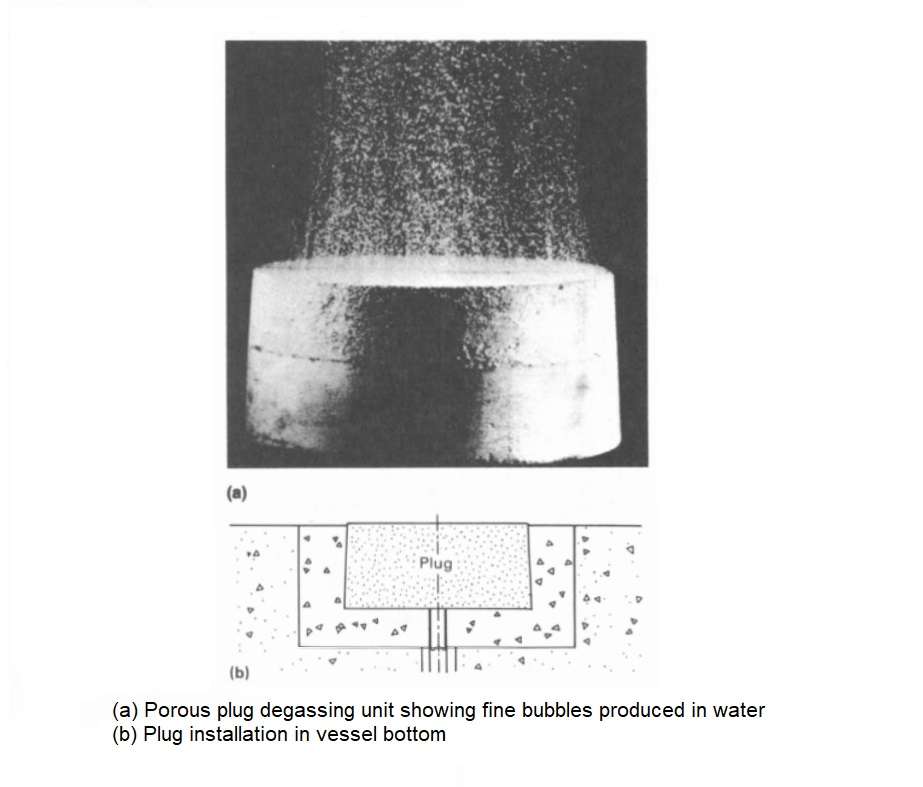
Porous plug degassing
Another method that can be used to degas by creating fine bubbles is the use of a porous disperser on the end of a flux tube or a fixed porous plug. Porous plug are graphite or ceramic materialswith very fine, interconnected porosity through which gas can be conveyed. These plugs can be installed into laddle bottoms, furnaces, or auxiliary tretment vessels. The fine porosity of the plugmaterials allows a fine buble size to be generated (comparable to that of rotary degassers). Porous plug degassing can be more economical that rotary degassing systems, in which the rotors and shafts, usually graphite, require periodic replacement as they wear and oxidize.
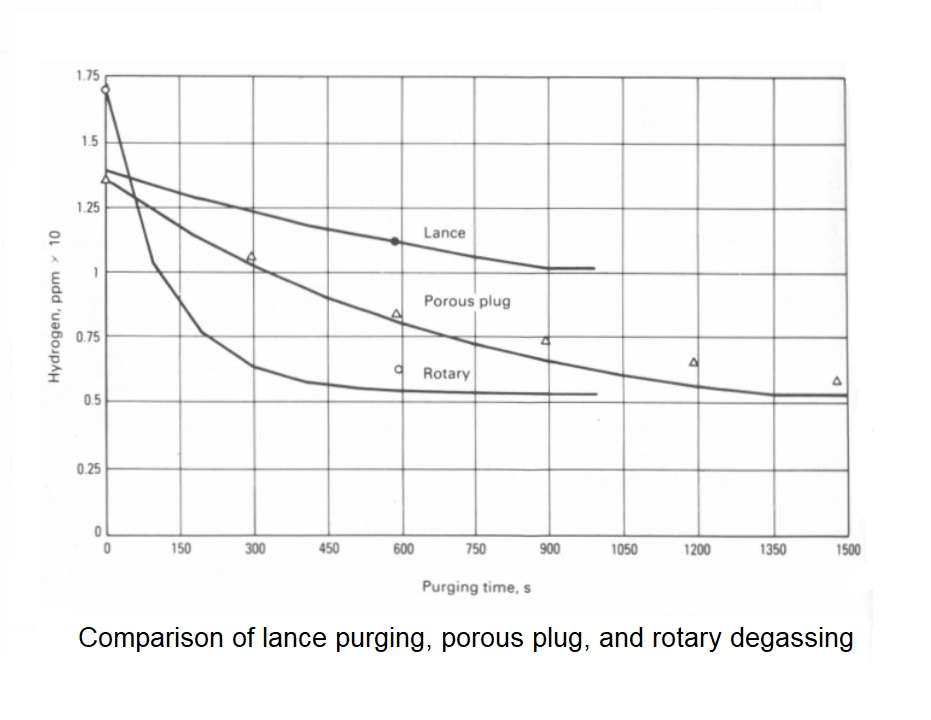
Comparison
This figure compares the degassing obtained by using identical gas flow for porous plug, lance, and rotary degassing system.
The sources:
1. TALAT Lecture 3202 – The Liquid Metal / John Campbell and Richard A. Harding – European Aluminium Association – 1994
2. Molten Aluminium Processing and Casting / Aluminum and Aluminum Alloys. ASM Speciality Handbook // Edited by J.R. Davis – 1993

