Anodizing of Aluminium
Anodizing is an electrochemical process in which the part is made the anode. A potential is applied to this piece high enough to allow the development of oxygen on the aluminium surface.
When a current is passed through an electrolyte in which an aluminium piece is used as anode, the negatively charged ions migrates to the anode where one or more electrons are discharged.
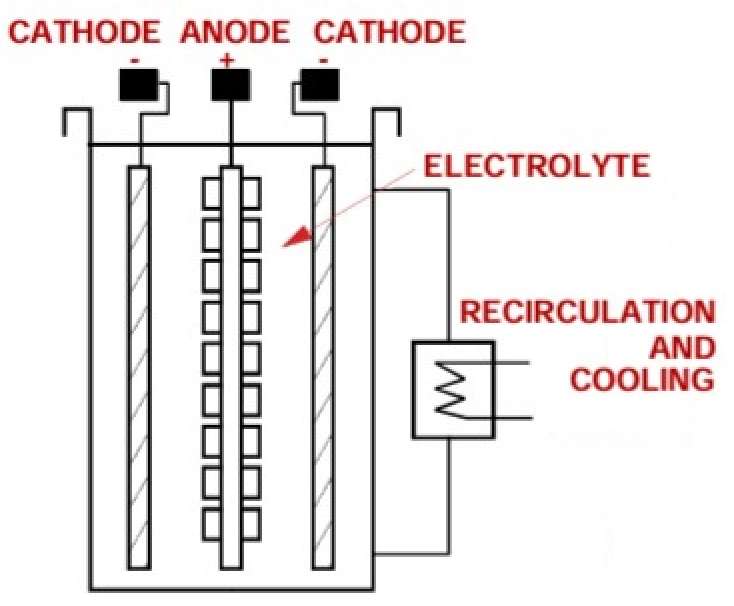 Figure 1
Figure 1
In an aqueous solution the ion consists in part of oxygen which reacts chemically with the aluminium producing a coating with greater volume than the aluminium substrate. For conventional sulphuric anodizing this overall increase in dimension is approximately one-third of the coating thickness.
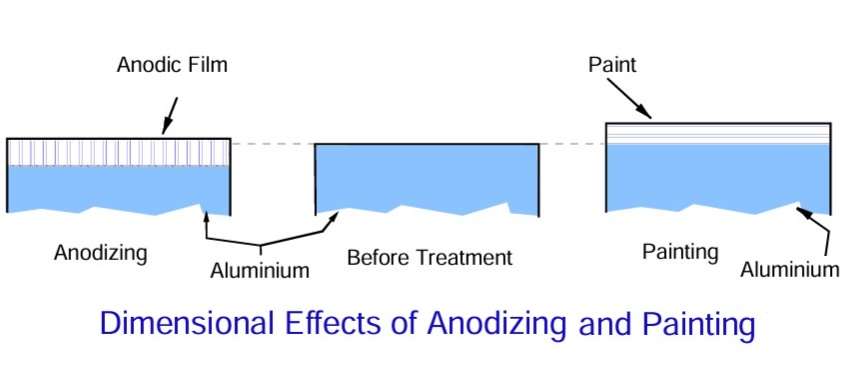 Figure 2
Figure 2
The anodic film consists of two layers, the porous thick layer growing on an inert layer which is thin, dense and dielectrically and normally called barrier layer.
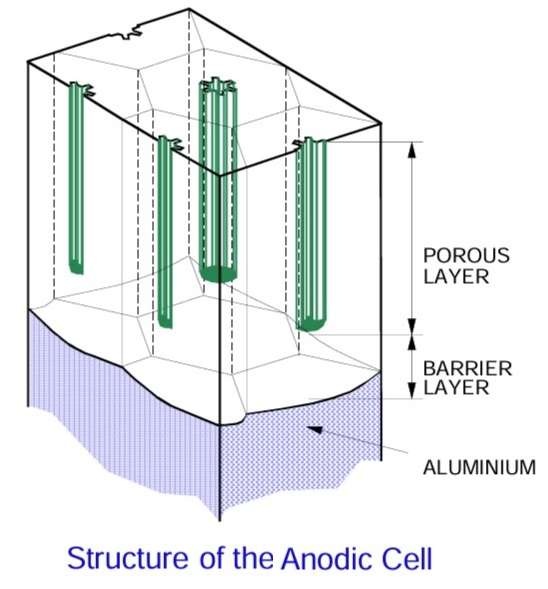
Figure 3
The dimensions of the oxide cells are directly influenced by the anodizing conditions. With increasing voltage, cell size increases and the number of pores decreases accordingly. During anodizing there is a chemical attack from the electrolyte to the anodic film producing pores wider in the outer than in the inner part of the film.
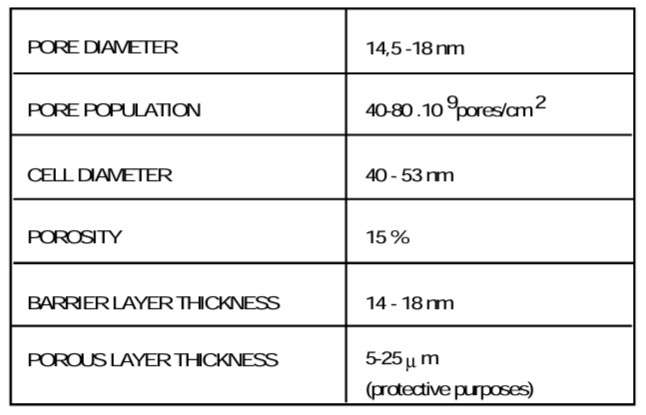 Figure 4
Figure 4
The common sulphuric acid concentration is 10-20% (w) according to the film properties required, current densities are normally of the order of 1-2 A/dm2 with a voltage 12-20 volts and temperatures 18-25 °C for anodizing times of up to about 60 minutes.
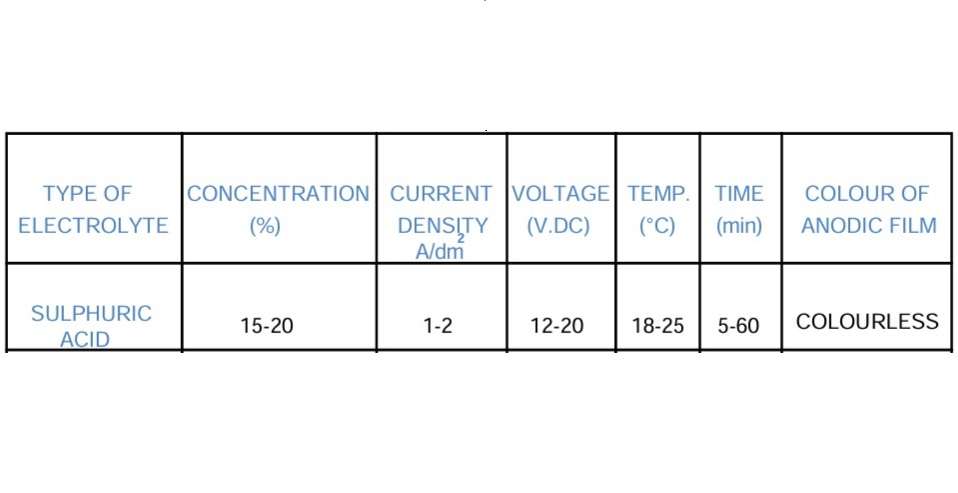
Figure 5
The thickness of the anodic film increases with treatment time. Initially there is a rapid and constant increase in the actual thickness. Then, growing decrease in the rate of thickness growth. Finally, growing heads to a stage where the thickness remains approximately constant in spite of continued application of current.
During anodizing there are a continuous, thickness growth of the anodic film and a dissolution by chemical attack.
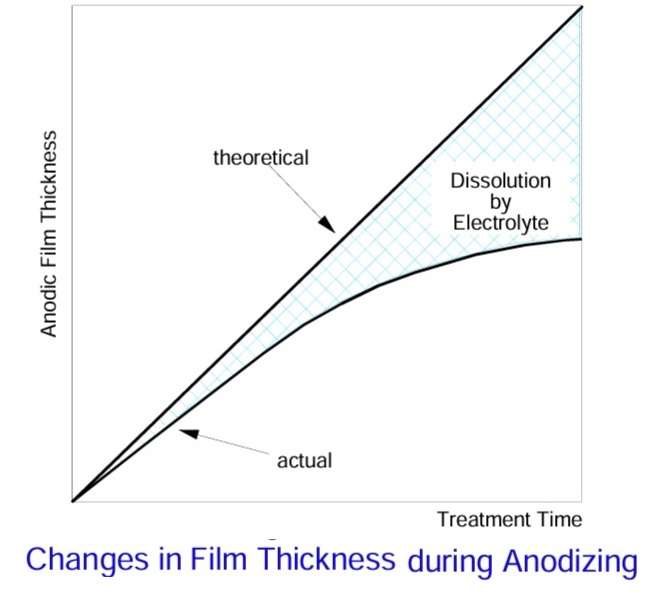 Figure 6
Figure 6
The theoretical value is proportional to the treatment time when anodizing at constant current density acid it depends upon Faraday’s Law, which states that the oxide formed is proportional to the electric charge passed through the anode.
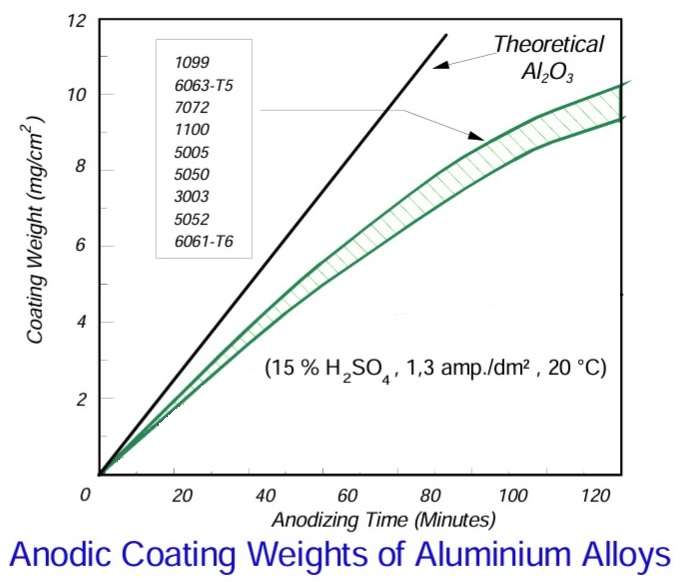 Figure 7
Figure 7
The effect of an increase of electrolyte temperature is a proportional increase in the rate of dissolution of the anodic film resulting in thinner, more porous and softer films. In decorative and protective anodizing temperatures in the range of 15-25 °C are normally used. If temperature is increased further the maximum thickness is reduced to lower values due to the higher dissolving power of the electrolyte.
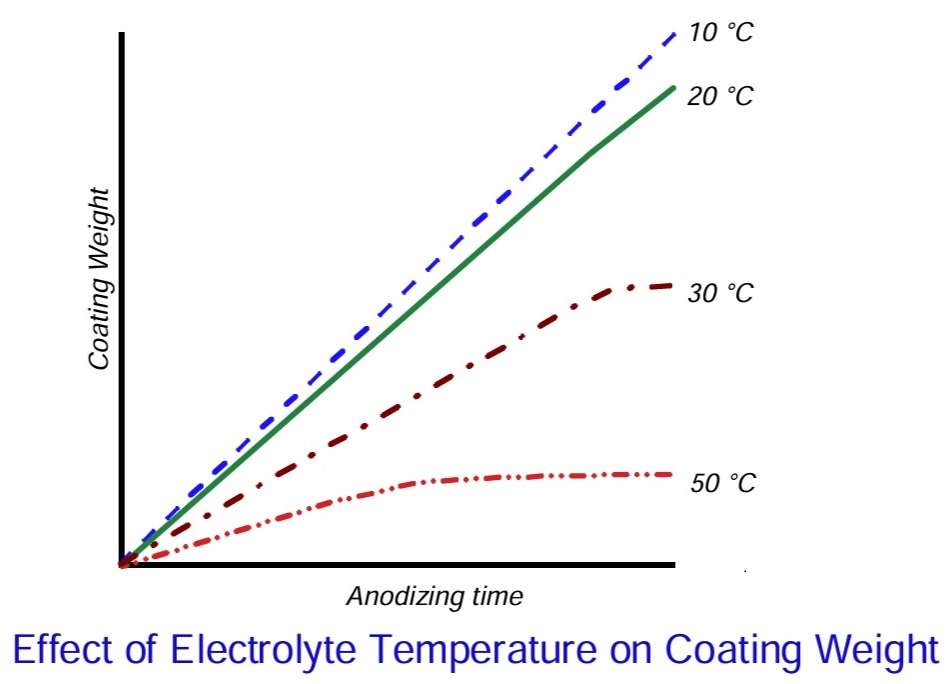 Figure 8
Figure 8
The range of current density used in standard anodizing usually varies from 1-2 A/dm2. As the current density is increased, the film forms more quickly with relatively less dissolution by the electrolyte, consequently the film is harder and less porous. At very high current densities, there is a tendency for “burning”. This is the development of excessively high current flow at local areas with overheating at such areas.
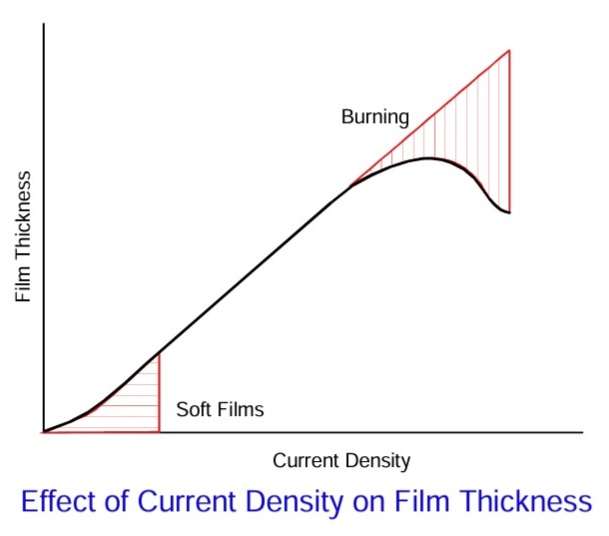 Figure 9
Figure 9
The effect of increased acid concentration on the coating characteristics is similar to temperature increase, although the effect of temperature is more important than that of concentration. The increase in concentration limitates the maximum film thickness due to the higher dissolving power of the concentrate solutions.
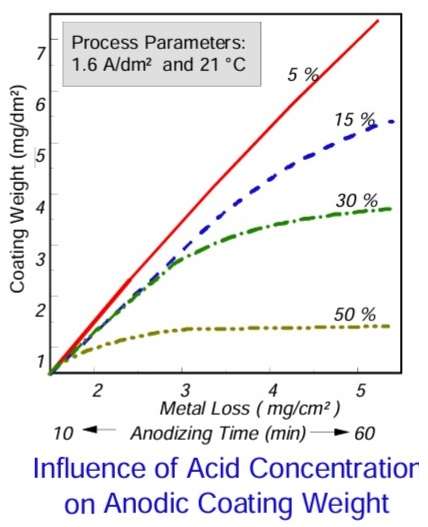 Figure 10
Figure 10
Sealing is the last step in the anodizing process and is essential for retention during service of the initial appearance of the anodized material. Water sealing seems to produce little change in the bulk oxide film (increases water content up 4 to 10 percent) but causes major pore blockage, closure of the intercrystaline regions and formation of various forms of hydrated alumina. Sealing is commonly done by immersion in good quality water heated to 95-100 °C at a pH of 6.0 ± 0.5 for a period of 2-3 min/µm.
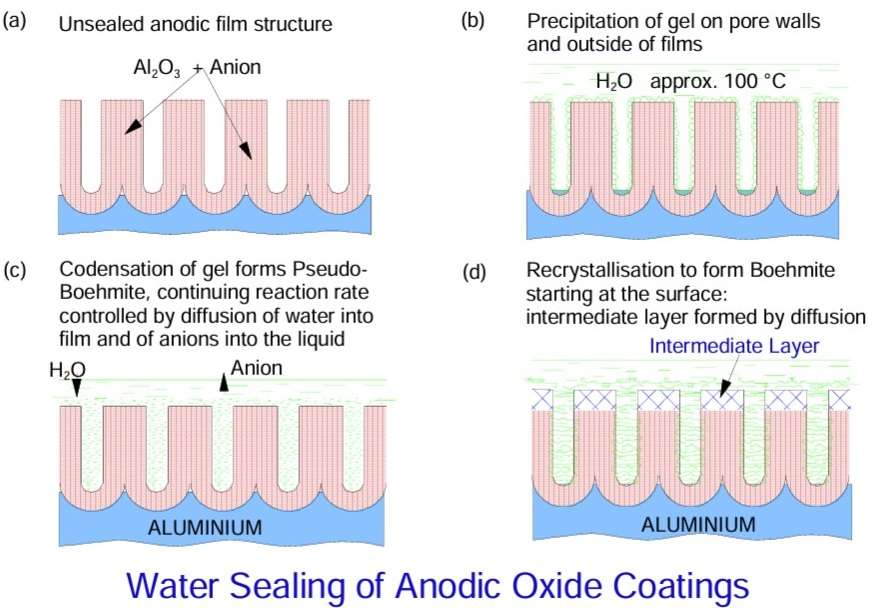
Figure 11
The basic usuful properties of anodic film are following: сlear crystalline coatings, high surface hardness and abrasion resistance, high corrosion resistance, easy to colour, electrical and thermal insolation.
Figure 12
The source:
TALAT Lecture 5203 – Anodizing of Aluminium / José L.Gazapo and J. Gea – European Aluminium Association – 1994