Why Aluminium Extrusion Dies Fail?
A most helpful article from Linkedin.
Author – H G Shripad – https://easyaluminium.com/
Why Aluminium Extrusion Dies Fail?
A problem
A failed die never tells the full story.
Many times we blame the person, before understanding the process.
In aluminium extrusion, whenever a die fails or profile rejection happens, the common discussion starts:
“It’s a die problem.”
“It’s a press problem.”
“It’s a design problem.”
“It’s a material problem.”
But the reality is:
A die is working under extreme conditions:
- High temperature
- High pressure
- Continuous friction
- Repeated heating & cooling cycles
And failure can happen because of many hidden reasons.
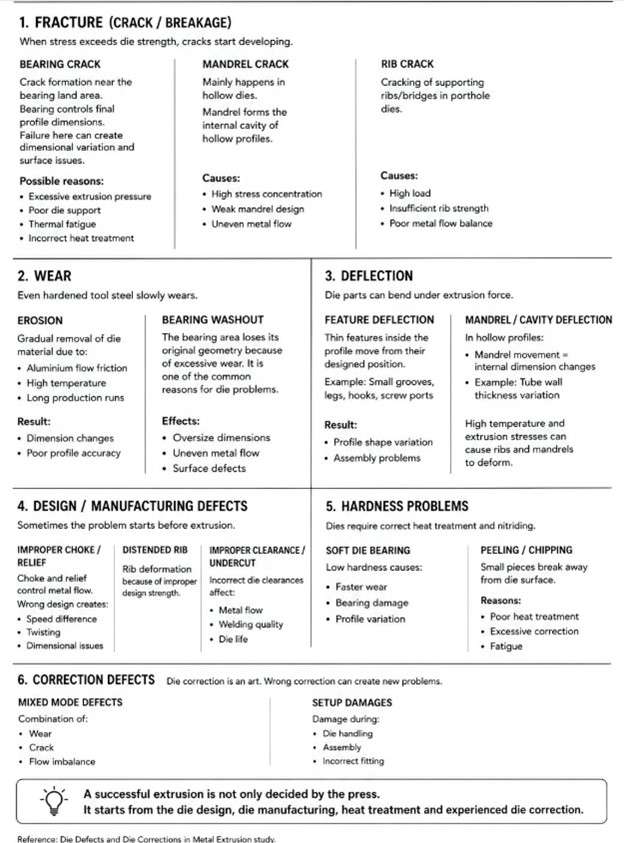
Some common die failures
Fracture / Cracking
A small crack in bearing, mandrel or ribs can change the complete extrusion behaviour.
Possible reasons:
• Excessive extrusion pressure
• Weak die support
• Stress concentration
• Thermal fatigue
• Heat treatment issues
Die Wear
Even strong tool steel slowly loses its original geometry.
Bearing washout can create:
• Dimensional variation
• Metal flow imbalance
• Surface defects
Die Deflection
Sometimes the die does not break.
It slightly moves.
Small deflection in:
• Mandrels
• Thin features
• Screw ports
• Grooves
can create big assembly problems.
Design & Manufacturing Issues
A successful die starts before the first billet is extruded.
Important factors:
• Proper die design
• Correct bearing calculation
• Balanced metal flow
• Correct heat treatment
• Proper nitriding
Correction Damage
Die correction is an engineering skill.
One wrong correction can solve one problem and create another.
The biggest learning
Before blaming departments, understand the root cause.
A successful extrusion is teamwork between:
Design + Die Shop + Production + Quality + Maintenance
Because the die is not just a tool.
It is the heart of the aluminium extrusion process.
Follow H G Shripad for practical aluminium extrusion knowledge.

