Types of aluminium pressure die casting
The main types of aluminium die casting processes
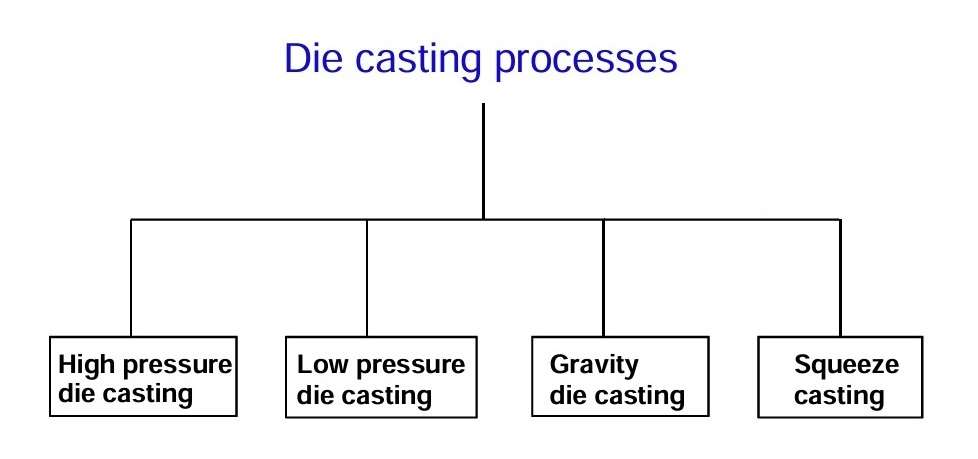
There are a number of die casting processes. The main types of aluminium die casting processes are summarised in Figure 1.
- High pressure die casting is the most widely used, representing about 50% of all light alloy casting production.
- Low pressure die casting currently accounts for about 20 % of production and its use is increasing.
- Gravity die casting and squeeze casting account for the rest.
High pressure die casting
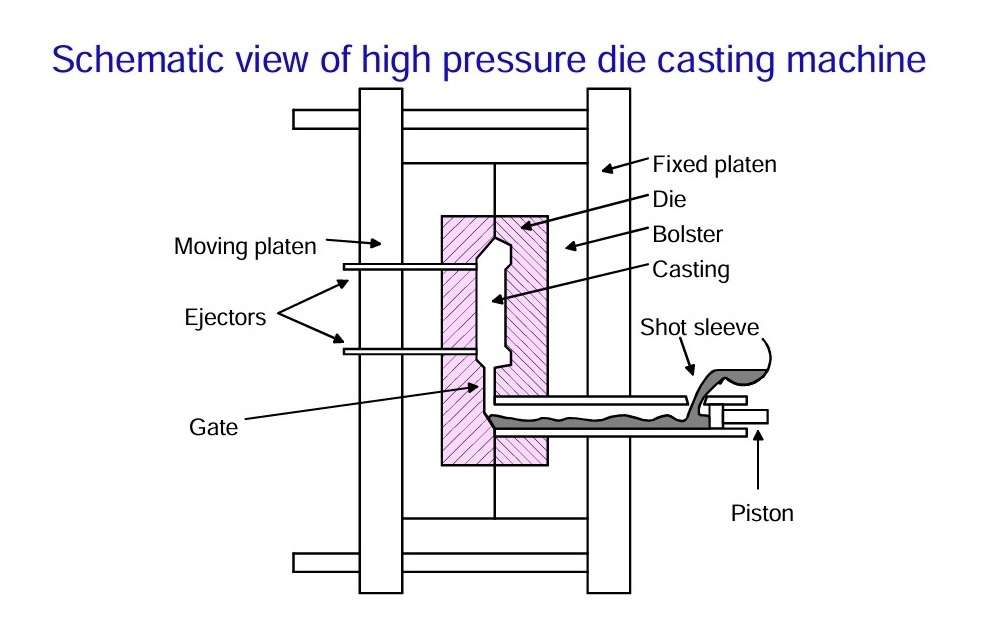
High pressure die casting is carried out using a large, expensive piece of equipment shown schematically in this figure. It consists of two vertical platens on which bolsters are located which hold the die halves. One platen is fixed and the other can move so that the die can be opened and closed. A measured amount of metal is poured into the shot sleeve and then introduced into the mould cavity using a hydraulicallydriven piston. Once the metal has solidified, the die is opened and the casting removed.
Low pressure die casting
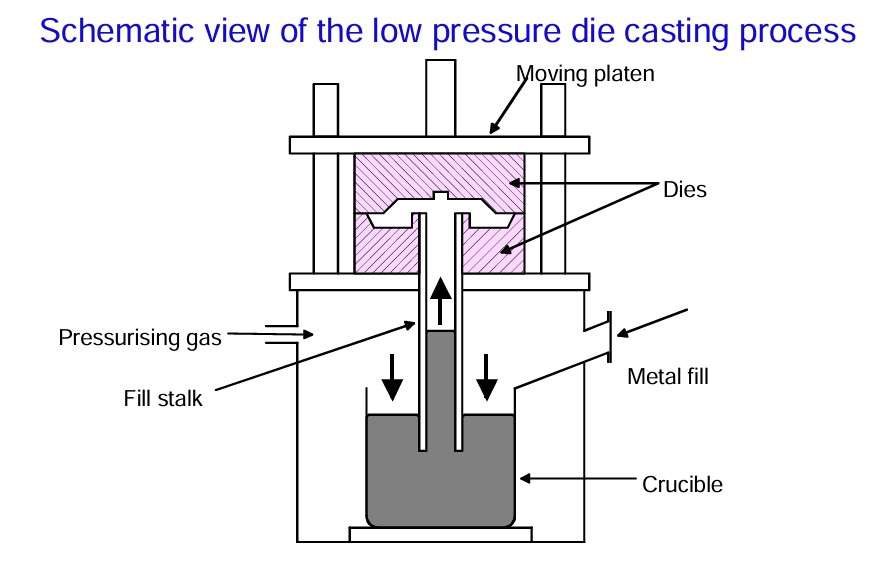
Low pressure die casting differs in two significant ways. Firstly, the machine is vertically oriented which gives a horizontal die-parting line. The molten metal is held in a sealed vessel which is then pressurised by gas (usually air) so that metal is displaced ‘’up-hill’’ into the die cavity. In theory, this should be beneficial since it should lead to the controlled filling of the mould. This process is mainly used for producing automotive wheels.
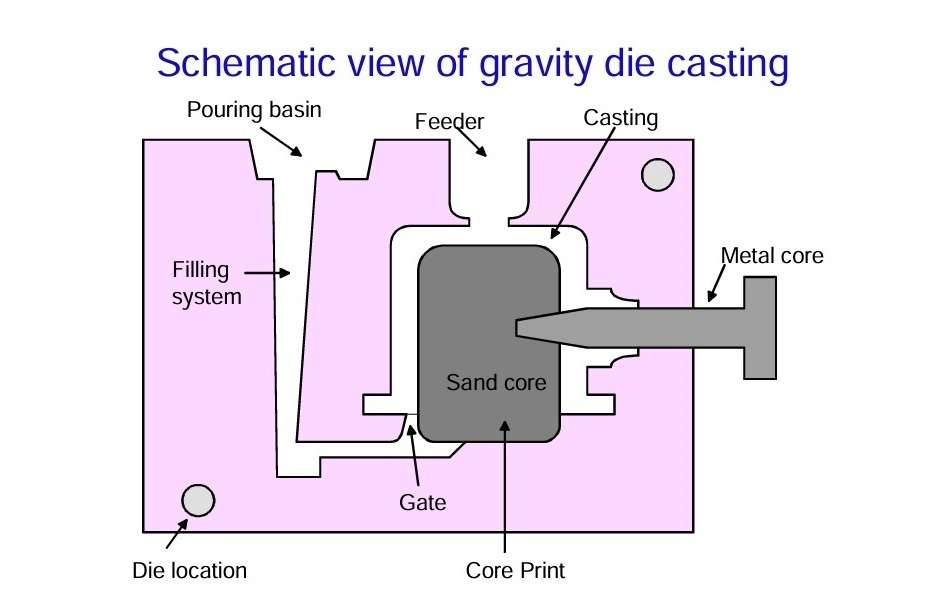
Gravity die casting is the simplest die-casting process. It enables castings to be produced with only a very modest capital investment, although plenty of hard physical work is required! However, it can also be automated with either horizontally or vertically-parted dies. Good quality castings can be produced if sufficient care is taken to design running and gating systems which minimise surface turbulence in the metal as it flows into the die.
Squeeze casting
Squeeze casting is considered a high-integrity process and has emerged as an alternative to conventional casting techniques (gravity permanent mold, low-pressure permanent mold, sand casting) and forging. Squeeze casting builds on conventional (high-pressure, high-velocity) die-casting practices and, in recent years, has been widely used to manufacture aluminium automotive components requiring high impact strength, high fatigue strength, and pressure tightness or wear resistance.
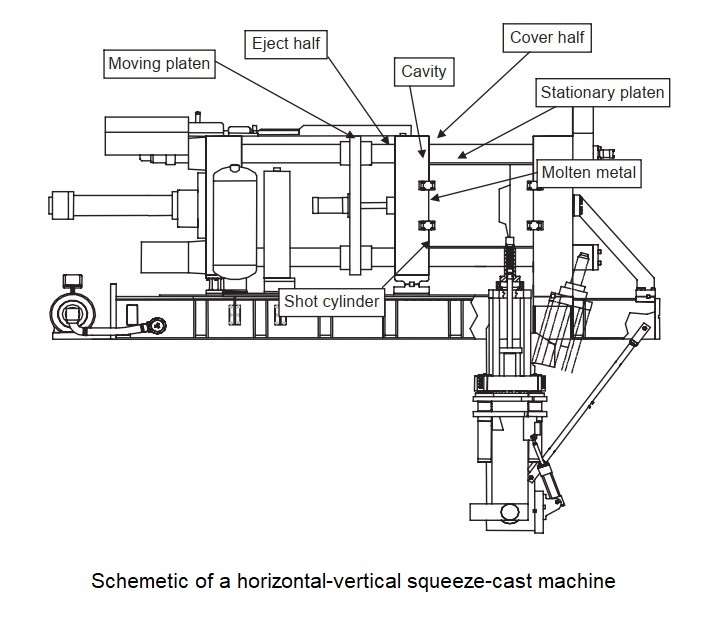
Figure 6 shows the schematic of a typical horizontal-vertical squeeze cast machine. In the squeeze-casting process, degassed and filtered molten metal is ladled into a vertical shot sleeve and slowly forced into a preheated and lubricated die cavity at a speed slower than that used for conventional die casting. The speed of the metal is typically 0,5 m/s, against 30 to 60 m/s in HPDC. Solidification of metal then occurs under a continuous application of pressure.
The sources:
1. TALAT Lecture 3201 – Introduction to Casting Technology / John Campbell and Richard A. Harding – European Aluminium Association – 1994
2. Aluminum Casting Processes / Aluminum Alloy Castings: Properties, Processes, and Applications // J.G. Kaufman, E.L. Rooy – ASM International – 2004
3. Manufacturing – Casting methods // The Automotive Aluminium Manual – European Aluminium Association – 2002. 4
. Squeeze Casting / Rathrindra DasGupta // ASM Handbook, Volume 15: Casting – 2008.