Two types of spot welding of aluminium
Two types of spot welding
Two main types of spot welding procedures are available:
- arc spot welding and
- resistance spot welding.
The main advantage of arc spot welding is the ability to weld from one side only of the joint, a very much lower equipment cost than for resistance spot welding, and the portability and mobility of a TIG or MIG gun.
MIG spot welding
Of the two processes, MIG spot welding found the greatest application. Arc spot welding uses a timed arc. The gun is fitted with a special gas nozzle designed to allow the gun to be pressed against the upper member which acts to set the gun-to-work distance and helps to press the joint members tightly against each other. The nozzle is notched at its outer end to permit shielding gas to escape. The timer is usually a solid state device which “times in” when welding current begins and “times out” after a preselected interval.
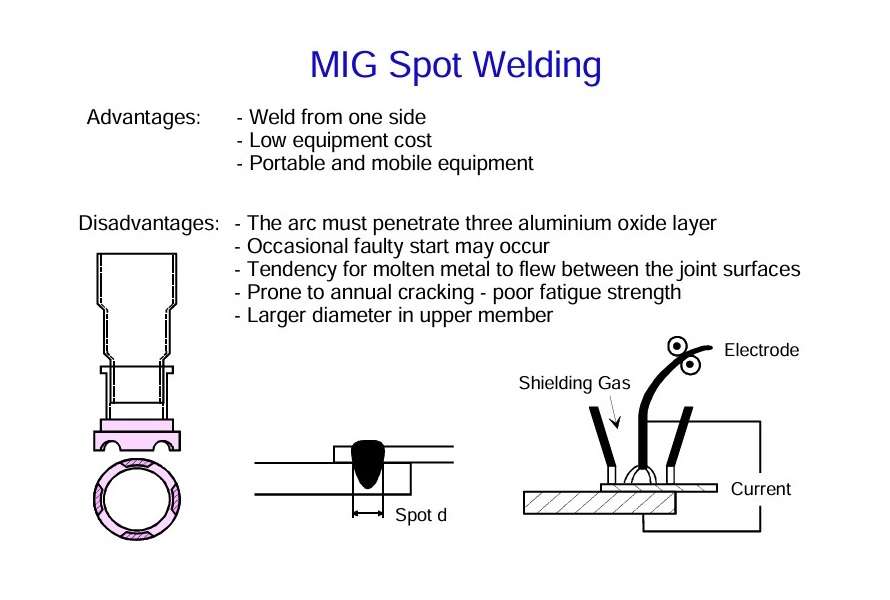
Figure 2
TIG spot welding has not found much application on aluminium. MIG spot welding was, for a time, quite widely applied, but it, too, proved to have shortcomings for aluminium and has been largely supplanted by other more reliable joining methods.
The factors preventing greater success of MIG spot welding on aluminium are as follows:
- The arc must penetrate through three thicknesses of aluminium oxide in order to fuse the two members together.
- The arc must initiate smoothly and consistently for each weld.
- If the gun pressure is not sufficient to bring the two members into intimate contact there is a tendency for molten metal to flow between the joint surfaces and a defective weld to result.
- The welds are very prone to annular cracking, usually in the base metal heat affected zones.
- The welds are much larger in diameter in the upper member than in the lower. This can cause distortion.
Resistance spot welding
Resistance spot welding is the general name for a group of processes which rely on the resistance of a metal to the flow of electrical current to produce the heat needed for coalescence. Both solid state and fusion welding processes are included in this grouping. Because of aluminium’s high coefficient of electrical conductivity, current levels for welding aluminium must be much higher than for a low conductivity metal, like steel. Consequently, while aluminium can be welded by all the usual resistance welding methods, some special care is needed to achieve the desired results.
Resistance spot welding produces a local weld “spot” by clamping two (or sometimes more) thicknesses of metal between two electrodes for a brief interval, with the metal under pressure. The heat required for coalescence is generated by the bulk electrical resistance of the metal and also by the interface resistance between metal thicknesses. It is a fusion welding process because melting must occur at the interface between the joint members to cause coalescence, form a cast nugget and join the members together. Resistance spot welding is a high production joining method for fabricating sheet structures ranging from aircraft to cooking utensils. In addition to welding wrought metal, it may also be used for joints to permanent mold castings and sand castings.
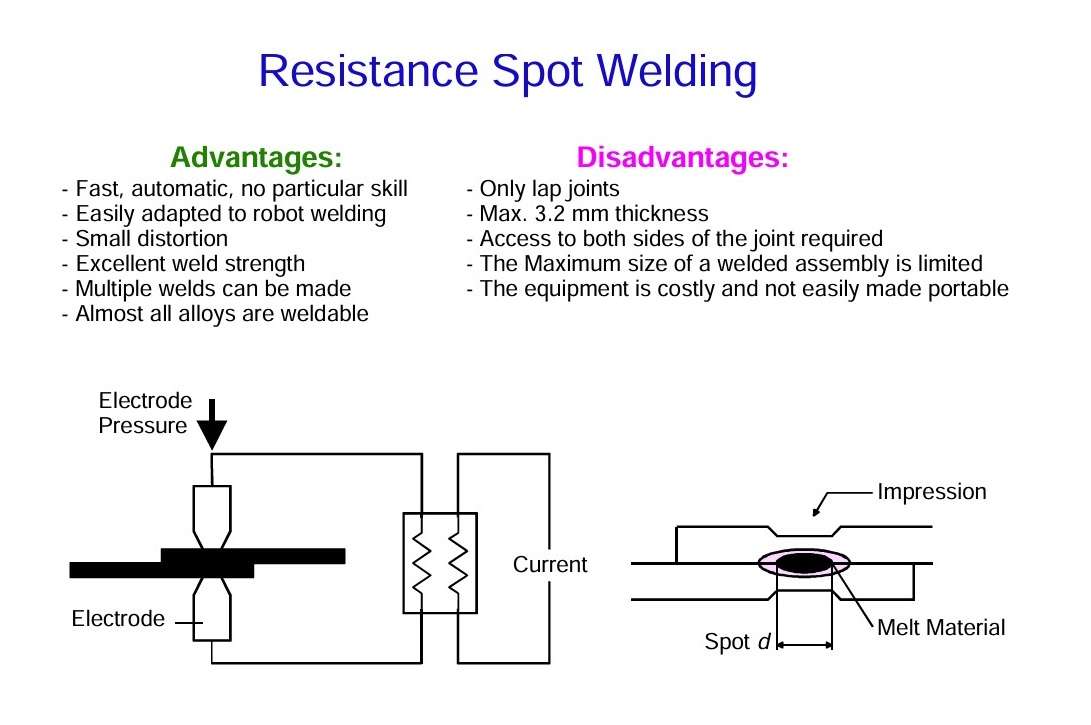
Aluminium Resistance Spot Welding also has some disadvantages:
- It is limited to lap joints.
- It is limited to about 3,2 mm maximum thickness.
- It requires access to both sides of the joint.
- The equipment is costly.
- The process is not easily made portable.
The source:
TALAT Lecture 2302 – Design of Joints / T. Höglund – 1994. Updated according to EC9 by Federico M. Mazzolani – 1998.