Soldering of aluminium
Soldering vs. brazing of aluminium
Aluminium and aluminium alloys can be joined by two similar processes: brazing and soldering [1]:
- Brazing employs aluminium-base filler metalss with a liquidus temperature above 450 °С.
Special aluminum alloys are used as filler metals. - Soldering employs the filler metals which are called “solders”. Solders melt below 450 °С.
Most solders for aluminium are alloys of zinc, tin, cadmium and lead.
The term “soldering” actually describes a brazing operation using a molten filler metal with a melting temperature below 450 °C [2]. On cooling, a metallurgical joint between the two parent
metals is formed. The mechanical characteristics of the joint are reasonably good and thus soldering can be used for example for structural repairs.

Figure 1 – Repair soldering of a hole in an aluminium pipe [3]
Soldering features
Aluminium soldering shows a number of critical areas [2]:
- The hard aluminium oxide surface layer makes soldering of aluminium quite difficult.
- The varieties of aluminium alloys, gauges, and tempers often display widely varying soldering results.
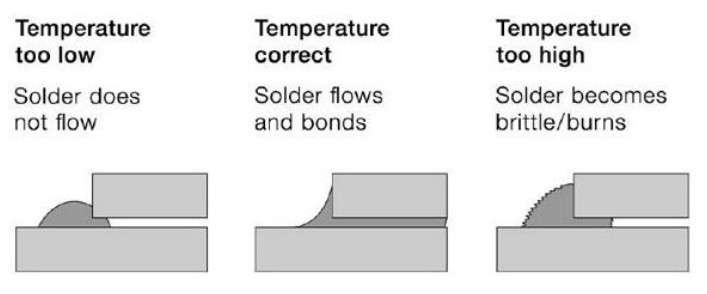
- The heating procedure during soldering must be carefully optimised for each individual job (Fig. 2).
- All soldered aluminium joints have a lower resistance to corrosion than those that are brazed or welded [1]. It is a result of the significant differences between the electrochemical potential of aluminium and that of many conventional solders, for example, zinc [2].
Soldering alloys
Soft and hard solders
Soldering of aluminium can be done with
- soft solders (usually tin-based alloys with lower melting temperatures) or
- hard solders (zinc-based with higher melting temperatures) and
Lead and cadmium are banned
In the past, also lead- and cadmium-based soft solders have been used. Now, for environmental reasons, most industries switch to lead-free and cadmium-free solders. Unfortunately, most lead-free solders are not eutectic formulations, making it more difficult to create reliable joints.
Soft solders
- 91 % Sn / 9 % Zn, eutectic alloy with a melting point at 199 °C
- 85 % Sn / 15 % Zn, melting range between 199 and 260 °C.
The eutectic solder is used extensively in furnace soldering and other automated soldering systems. It minimizes the heat applied to delicate parts by melting and solidifying quickly and
evenly at 199 °C. The slushy temperature range allows a manipulation of the parts before the solder solidifies completely during cooling.
The other soft soliders:
- 80 % Sn / 20 % Zn with a melting range between 199 and 288 °C
- 70 % Sn / 30 % Zn with a melting range between 199 and 316 °C
- 60 % Sn / 40 % Zn with a melting range between 199 and 343 °C.
The higher Zn content improves in particular the wetting behaviour, but the liquidus temperature increases much with increasing Zn content.
Hard solders
These solders have high content of zinc. They offer high wettability of aluminium, good strength and
corrosion resistance.
Typical hard solder compositions are:
- 100 % Zn (pure Zn with a melting point of 419 °C)
- 95 % Zn / 5 % Sn (melting at about 382 °C)
- 70 % Zn / 30 % Sn (melting range 199 to 376 °C)
- 60 % Zn / 40 % Sn (melting range 199 to 341 °C).
Solderability of aluminium alloys
Generally all aluminium alloys can be soldered. But alloy composition greatly affect
- ease of soldering
- type of solder
- soldering method and
- strenght of soldered joint.
Wrought aluminium alloys
The relative solderability of the some wrought aluminium alloys is listed below:
- High: 1100, 1200, 1235, 1350, 3003
- Good: 3004, 5357, 6003, 6061, 6063, 6101, 7072, 8112
- Fair: 2011, 2014, 2017, 2018, 2024, 5050, 7005
- Poor: 5052, 5056, 5083, 50865154, 7075
Casting aluminum alloys
The casting alloys, as a group, have poor solderability:
- The much amount of alloying elements increase the probability that these elements will be dissolved in the solder.
- This reduce its wetting capacity and capillary action.
Fluxes for soldering
Fluxes for soldering aluminium are of two types [1]:
- organic fluxes
- inorganic salt (reaction-type) fluxes.
Organic fluxes
Organic fluxes usually employ an organic chemical as a vechicle for fluorine compounds, the active fluxing agents.
Reacton fluxes
Reacton fluxes are inorganic salts based on heavy-metal chlorides, usually zinc or tin, in combination with other salt.
Soldering methods
The soldering method selected for a given assembly depends on
- part shape
- joint design
- performance requirements
- overall economics.
The following methods are used [1]:
- Iron soldering
- Torch soldering
- Dip soldering
- Furnace soldering
- Reaction-flux soldering
- Induction soldering
- Abrasion soldering
- Ultrasonic soldering
Soldered joint design
Soldered joints are two general types – lap and fillet. The true butt joint is seldom used, because it offer limited contact area. Typical soldered joint variation are shown in Fig. X. They are similar to brazibg ones.

Sources:
- Aluminum and Aluminum Alloys, ASM International, 1996
- Introduction to Brazing of Aluminium Alloys – TALAT Lecture 4601 / R. Mundt, Hoogovens, Koblenz – 1994
- Brazing / Joining / EAA Aluminium Automotive Manual – 2015
Brazing

