Aluminium powder metallurgy
Aluminium powder metallurgy is a cost-effective and sustainable method for creating materials with unique chemical compositions and microstructures. Learn how to maximize its potential in your production process.
Metals powder metallurgy
Powder metallurgy is a versatile production technology, which, is an:
- one side, a cheaper and more sustainable alternative to traditional metal processing methods;
- on the other hand, technology, which is capable of creating materials with chemical composition and microstructure, not achievable with the use of other technologies.
Typical technology
Typical traditional powder metallurgy technology includes:
- powder production;
- pressing it into a compact workpiece for subsequent sintering;
- sintering of powder particles of this “compact” at high temperature.
In addition to these process steps, other powder compaction steps or some conventional metal processing techniques after a sintering operation may be included., for example, forging, rental of, extrusion [1-3].
Three reasons
Powder metallurgy in a broad sense is the skill and science of the production of metal powders and the use of these powders for the manufacture of semi-finished materials and finished products with complex shapes.. There are three reasons for the decision to use powder metallurgy as a production process:
- produce economical, precise and complex details;
- produce materials with unique microstructure and properties and
- produce materials, which are difficult or impossible to produce in other ways.
For aluminium alloys, powder metallurgy can be applied for one or more of these three reasons., especially on the second and third. Traditional aluminium powder alloys are processed using the “press-sintering” technology. They are mainly used to improve the economic performance of the production of complex parts.. Using this technology, most of the products of powder metallurgy are produced (Figure 1).
The figure 2 presented main technological chains of industrial production of parts and products from powder metal materials.
 Figure 1 – Aluminium products, made by powder metallurgy methods [1]
Figure 1 – Aluminium products, made by powder metallurgy methods [1]
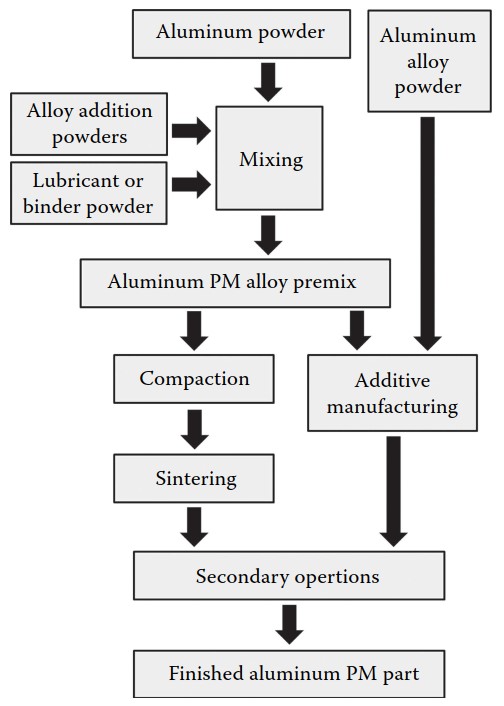 Figure 2 – Traditional and additive technologies of powder metallurgy [2]
Figure 2 – Traditional and additive technologies of powder metallurgy [2]
Additive technologies
New additive technologies, also called “3-D printing”, also designed to reduce production costs in complex parts. These technologies are playing an ever-increasing industrial role. As it shown on the picture 1, these alloys, skipping the stage of pressing and sintering the powder, immediately form the finished part. Powder metallurgy also employs “fast solidification” technology and composite aluminum alloys, many of which require additional technological steps to obtain finished parts and products from them.
Metallurgy of powder aluminium
The production of powder aluminium alloys is carried out mainly by two methods. For chemical compositions with alloying elements, which have high solubility in the liquid state, fast solidification technology is applied. For alloying elements with low liquid solubility, solid-state mixing is usually used..
Products from aluminium powder materials can be manufactured using various technologies, but the general stages of their production are as follows:
- powder production
- mixing powders with added lubricants and fillers
- cold or hot seal, usually followed by degassing
- sintering or hot pressing
- various additional treatments
An example of one of the production processes of aluminium powder metallurgy from the manufacture of powder to the finished product is shown in the figure 3.
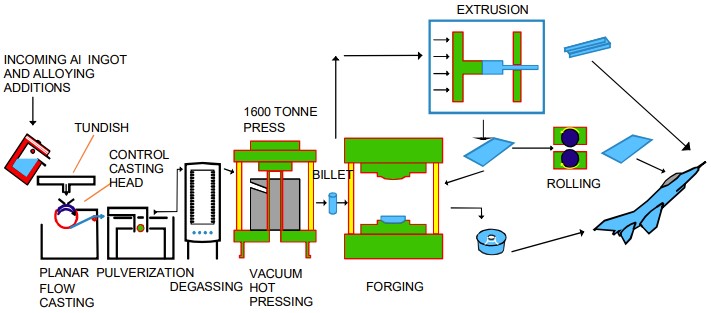 Figure 3 – An example of a typical production technology aluminium powder materials and products from them [3]
Figure 3 – An example of a typical production technology aluminium powder materials and products from them [3]
Applications for powder aluminium products
Most powder aluminium alloys can be classified into three main areas of application for products and parts:
- reduced density;
- high strength;
- high operating temperature.
Low density
Density reduction is achieved by adding lithium. It is known, that some industrial aluminium-lithium alloys (for example, 2090 и 8090) is produced by the classical method with smelting ingots. However, using powder metallurgy methods they achieve:
- supercooling beyond the equilibrium solubility limit of lithium in aluminium
- increasing strength by dispersed hardening with very small particles of the secondary phase.
These powdered aluminium-lithium alloys are largely capable of replacing classical alloys 2024 and 7075.
High strength
High-strength alloys produce:
- by the method of ultrafast solidification of alloys of the 7xxx series with additional alloying with transition elements, such as cobalt, zirconium or nickel
- mechanical alloying with aluminium carbides or aluminum oxides of pure aluminium or aluminium-magnesium alloys.
These alloys are intended to replace alloy 7075-T6.
High temperature strength
Alloys for operation at elevated temperatures are obtained by ultra-fast solidification of aluminium alloys with additions of rare earth or transition metals by mechanical alloying.
Economics of Powder Aluminium
Despite interesting technical capabilities, actual economic interest in powdered aluminum in the aluminium industry is very insignificant. The main barrier for the widespread use of aluminium powder products is their high cost – roughly 1,5-2 times more, than products from classic aluminium ingots. This is due to the need to use special equipment and safety measures when handling metal powders.
The small size of the workpieces is another obstacle., which can be processed into products by metal forming methods, and limited availability. A certain obstacle to the use of aluminium powder components in critical load-bearing structures due to the lack of reliable non-destructive testing methods for detecting small pores or other defects. The industrial application of products made of powdered aluminium is currently mainly limited [3]:
- high-strength alloys for military aircraft parts
- wear-resistant alloys for automotive engines
- alloys with a high modulus of elasticity to increase the rigidity of parts and products
- high temperature engine alloys, as well as aircraft fuselages.
Modern technologies for the production of aluminium powders
Powder aluminium alloys
Most industrial powder aluminium alloys are based on wrought aluminium alloys of the 2xxx series, 4xxx, 6xxx or 7xxx, but always contain magnesium alloying additives, what is necessary to reduce the formation of aluminium oxide on powder particles during sintering [2].
Basic methods
Powdered aluminium materials can be produced using several manufacturing methods.. The main such industrial methods, that is, such, which produce powders, which are available on the market, are:
- atomization;
- “spinning” the melt into ribbons followed by spraying the ribbons into flakes;
- mechanical alloying.
Atomization
Atomization involves the formation of powder from a stream of molten metal, which breaks into drops. Can be formed as pure aluminium powders, and from pre-alloyed powders. In fact, this method produces most of all powders. An important aspect of this method is the rapid solidification of the powder from the melt. To implement the method, the following methods are used:
- Water atomization
- Gas atomization
- Vacuum atomization
- Air atomization
- Centrifugal atomization
Water and gas atomization methods are the main.
Fast curing to tape and spraying
Another method of producing aluminium powder is to obtain a rapidly solidified tape and then grind this tape into flakes., which can be pressed and extruded.
Mechanical alloying
An interesting method for the production of oxide dispersion-strengthened material for use in parts at high temperatures is mechanical alloying. In this method, the powder is welded repeatedly, breaks down and weld again.
Gas atomization
Figure 4 shows a schematic diagram of a vertical atomizer using an inert gas. Superheated melt is prepared in a vacuum induction furnace and poured into one or more nozzles. Rapidly expanding gas breaks up the liquid jet, which first turns into a thin sheet and then forms bundles, ellipsoids and spheres. This powder is collected, and the air passes through the cyclone, where it is cleaned of fine powder, and goes to reuse. This gas atomization process has a large number of variables, such as:
- alloy composition
- metal feed rate
- melt temperature
- melt viscosity
- gas pressure and temperature
- type of gas
- nozzle geometry.
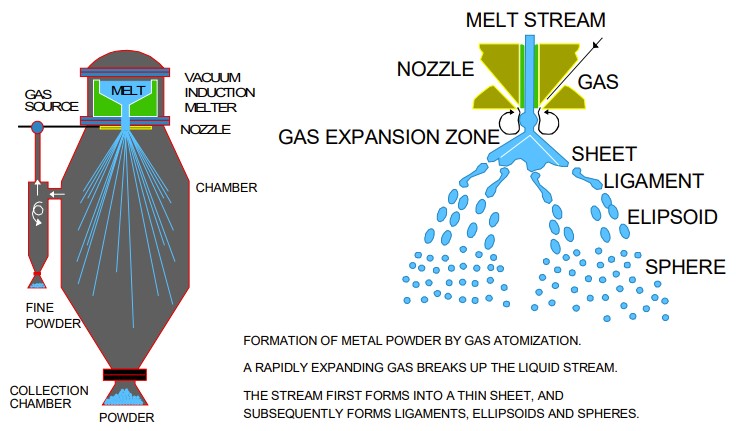 Figure 4 – Atomization of powder materials with inert gas [3]
Figure 4 – Atomization of powder materials with inert gas [3]
The main advantages of gas atomization are:
- homogeneity of powder material,
- no pollution due to inert gas atmosphere and
- spherical shape of powder particles.
Water atomization
Water atomization is similar to gas atomization, but a stream of molten metal is broken by jets of water (Figure 5). Cooling rate is higher, than with gas atomization and, Consequently, chemical segregation in powder is less. The shape of the powder particles is more irregular, the surface of the particles is coarser and more oxidized. Increased water velocity leads to a decrease in the average particle size.
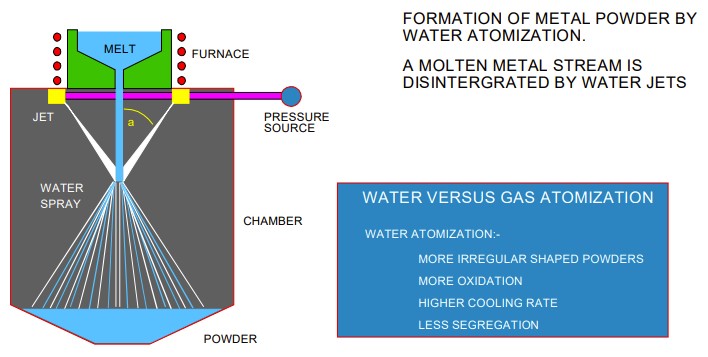 Figure 5 – Water atomization of powder materials [3]
Figure 5 – Water atomization of powder materials [3]
Mechanical alloying
In mechanical alloying, a mixture of balls and pure aluminium powder is used to create a microalloyed composite powder on an attritor or in another high-energy ball mill (Figure 6).
 Figure 6 – Mechanical alloying of aluminium powders [3]
Figure 6 – Mechanical alloying of aluminium powders [3]
Multiple grinding, cold welding, breaking and re-welding the metal powder results in a homogeneous powder material with a uniform distribution of inclusions. A good balance between grind and weld is achieved by the correct selection of organic fluids, which significantly affect technology. Mechanically alloyed powders are very difficult to compress, since their cold plastic deformation requires great efforts. This method is not particularly productive, but remains attractive, this is how unique alloys can be produced with it, which are mainly used for products and parts, working at high temperatures.
Advantages of Fast Curing
An important characteristic of atomization is the rapid solidification of the powder from the melt (102 – 104 K /s for gas atomization, 104 – 106 K /s for water atomization). One of the clear advantages of an increased solidification rate is the refinement of microstructural components.. The relationship between the cooling rate and the distance between dendrid branches is approximately linear (Fig. 7). This structural comminution has an important effect on the properties of powder materials such as, increased strength, higher fatigue strength and increased corrosion resistance. Another effect of an increased cooling rate is the expansion of the limits of dissolution of alloying elements in a solid solution above equilibrium values (Figure 8). This makes it possible to obtain metastable alloys with a chemical composition, which cannot be achieved with the classical metallurgical ingot casting method.
 Figure 7 – Reducing the distance between the branches of dendrites with fast hardening [3]
Figure 7 – Reducing the distance between the branches of dendrites with fast hardening [3]
 Figure 8 – Increasing the solubility of alloying elements with fast hardening [3]
Figure 8 – Increasing the solubility of alloying elements with fast hardening [3]
Porosity problem
The structure and porosity of powder aluminium alloys depends on the chemical composition of the alloy and the characteristics of the powder., as well as technological conditions during pressing, sintering, additive processes and secondary pressure forming operations.
Almost all properties of powder aluminium alloys depend on their residual porosity. Residual porosity can reduce quality values to levels below, than traditional wrought or cast alloys. It is not only the reduction or elimination of residual porosity that is important, but also full understanding and control of its presence in parts and products.
Secondary technological operations, such as forging, rolling and extrusion, able to increase density and reduce residual surface porosity. As a result, it is possible to improve many properties of powder materials. With careful control of the technological parameters of powder metallurgy, the properties of aluminum powder materials can exceed the properties of traditional wrought aluminum alloys [2].
Sources:
- Powder Metallurgy / Joseph W. Newkirk // Handbook of Aluminum Volume – Physical Metallurgy and Processes, ed. G. E. Totten and D. S. MacKenzie – 2003
- Powder Metallurgy Aluminum Alloys: Structure and Porosity / W. Judge and G. Kipouros // Encyclopedia of Aluminum and Its Alloys, ed. G.E. Totten, M. Tiryakioğlu, O. Kessler – 2019
- Aluminium Powder Metallurgy / TALAT Lecture 1401, 1994
