Machinability of aluminium alloys
Machinability of aluminium
Usually all aluminium alloys can be machined quite rapidly and economically. This applies at least to processes such as
- Sawing
- Turning
- Drilling
- Milling
- Threading
- Punching
However, there are special features for processing parameters for casting and wrought alloys, soft and hard alloys, and so on. They will be reviewed below [1-5].
Effect of alloying and microstructure
Microstructure
Machining characteristics of aluminium alloys are superior to those of pure aluminum is because of their more complex metallurgical structure.
The microstructure present in aluminum alloys have important effects on machining characteristics:
- Nonabrasive constituents have a beneficial effect, and insoluble abrasive constituents exert a detrimental effect on tool life, and surface quality.
- Constituents that are insoluble but soft and nonabrasive are beneficial because they assist in chip breakage; such constituents are purposely added in formulating high-strength, free-cutting alloys for process ing in high-speed automatic bar and chucking
Buildup edge
In general, the softer alloy are likely to form a buildup edge on the cutting life of the tool. This edge consists of aluminum particles that have become welded to the tool edge because they were melted by the heat generated in cutting (Fig. 1). Edge buildup can be minimamized by using effective cutting fluids and by employing tools with surfaces that are free of utiligrinding marks and scratches.
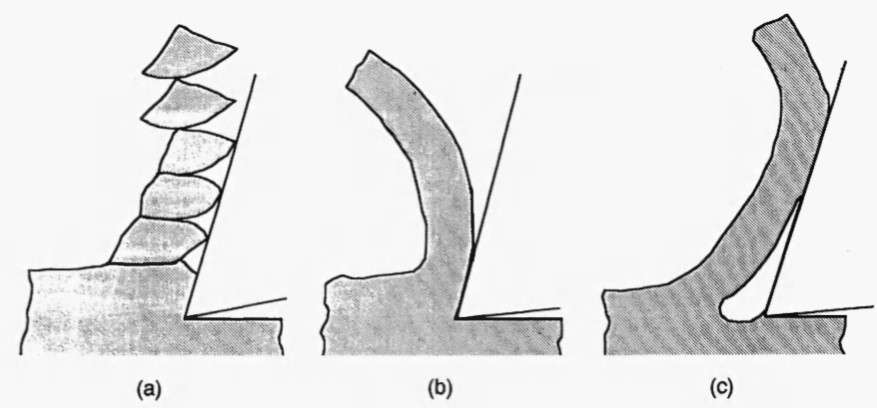 Fig. 1 – The main chip models:
Fig. 1 – The main chip models:
(a) short broken chip, (b) plastic continuous chip and
(c) continuous chip with build-up edge [3]
The effect of silicon
- Alloys containing more than 10% Si are the most difficult to machine because hard particles of free silicon cause rapid tool wear.
- Alloys containing more than 5% Si will not finish to the bright machined surfaces of other high-strength aluminum alloys; they will have slightly gray surfaces with little luster.
- Chips are torn rather than sheared from the work. Therefore, the lubricant-containing cutting fluids must used to avoid the buildup of burrs on cutting edges.
The classification of aluminium alloys by machinability
Cast alloys
Cast aluminium alloys containing copper, magnesium, or zinc as the principal alloying elements impose few machining problems.
- Tools with small rake angles can normally be used with little danger of developing buildup on the cutting edges of
- Alloys having silicon as the major alloy element require tools with larger rake angles, and they are more economically machined at lower speeds and feeds.
Wrought Alloys
Most wrought aluminum alloys have
- High machining characteristics;
- Several are well suited to multiple-operation ma
- Full utilization of the free-machining qualities of aluminium alloys is achieved by a through understanding of tool designs and machining practices.
Strain-hardenable alloys
Strain-hardenable alloys (including commercially pure aluminum) contain no alloying elements for solution heat treatment and recipitation, but they can be strengthened to some extent by cold work.
- In machining, a continuous chip is formed that must be directed away from the workpiece by tools with generous side and back rake angles (Fig. 2), thus preventing scratching ofthe fished surface with the work-hardened chips.
- These alloys machine easily, although tool pressures are high as a result of high friction.
- To obtain good surface finish, sharp tools are mandatory because the alloys are gummy.
- Machinability is improved by cold working.
- Alloys in the full-hard temper are easier to machine to a good finish than those in annealed condition.
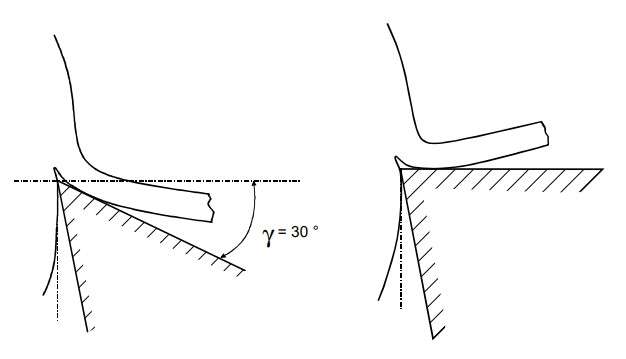 Fig. 2 – Large and Small Rake Angles [5]
Fig. 2 – Large and Small Rake Angles [5]
Heat-Treatable Alloys
Most of the alloys of this group contain fairly high percentages of alloying elements such as copper, silicon, magnesium, and zinc. They can be machined to a good finish with or without cutting fluid, but a cutting fluid recommended for most operations. Turnings usually occur as long, continuous curl, except with the free-machining alloys, which contain chip-breaking constituents. Heat-treatable alloys are more machinable in heat-treated tempers than in the softer as-fabricated or annealed solution.
American machinability groupings
Machinability groupings
Machinability groupings for aluminium alloys are useful in specifying tool forms. For this purpose, alloys are classified into five group: A, B, C, D, and E, in increasing order of chip length and in decreasing order of finish quality [1, 2]:
- A, free cutting, very small broken chips and excellent finish;
- B, curled or easily broken chips and good-to-excellent finish;
- C, continuous chips and good finish;
- D, continuous chips and satisfactory finish;
- E, optimum tool design and machine settings required to obtain satisfactory control of chip and finish.
This is American classification of the machinability of aluminium alloys. Find about the European classification of machinability.
Machinability rating
Machinability rating for most commercial aluminium alloys are given in Table 1, and typical chips for each rating are shown in Fig. 1.
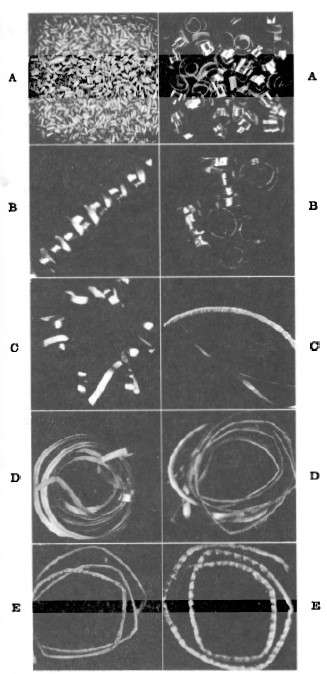 Figure 3 – Typical chips for machinability rating A to E (Table 1) for aluminium alloys.
Figure 3 – Typical chips for machinability rating A to E (Table 1) for aluminium alloys.
All chips were made with 200 end-mill tool and 2,54 mm depth of cut [1, 2].
Machinability ratings of some wrought aluminium alloys
Rating – Alloy-Temper – Speed, mm/min – Feed, mm/rev.(left) – Feed, mm/rev.(right):
- A – 2011-T3 – 120 – 0,066 – 0,152
- B – 2024-T4 – 30 – 0,152 – 0,264
- C – 6061-T6 – 120 – 0,152 – 0,264
- D – 3004-H32 – 120 – 0,152 – 0,264
- E – 1100-H12 – 120 – 0,152 – 0,264 [1]
Sources:
- Machining / Aluminum and Aluminum Alloys – ASM Specialty Handbook // Ed. J.R. Davis – 1993
- Machining of Aluminum Alloys / Machining – ASM Handbook, Vol. 16 – 1989
- Machining / S. Jawahir and A. K. Balaji // Encyclopedia of Aluminum and Its Alloys // Ed. G.E. Totten, M. Tiryakioğlu, and O. Kessler – 2019
- On the Machinability of Aluminium and Aluminium Alloys / S. Carrilero and M. Marcos – Journal of the Mechanical Behaviour of Materials, Vol. 7, No. 3, 1996
- Machining of Products – TALAT Lecture 3100 / Johne, Aluminium-Zentrale e.V., Düsseldorf – 1994

