Machinability of Aluminium Alloys
Compared to other construction materials, aluminium is easy to machine. However, considering the wide range of alloys available, it is necessary to go into details regarding the machining characteristics of aluminium alloys. In this video such machinability characteristics will be defined.
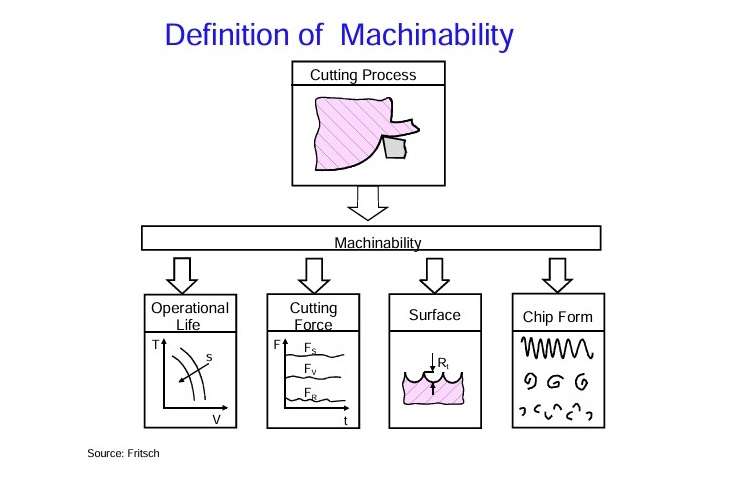
The term machinability includes:
- The wear of tools.
- The necessary cutting force.
- The resulting form of the chips.
- The quality of the surface produced.
Machinability is not a material property which can be defined using a single characteristic parameter. It is, in fact, a complex technological term. The machinability depends both on the physical and chemical properties of the aluminium as well on the fabrication process used to produce it.
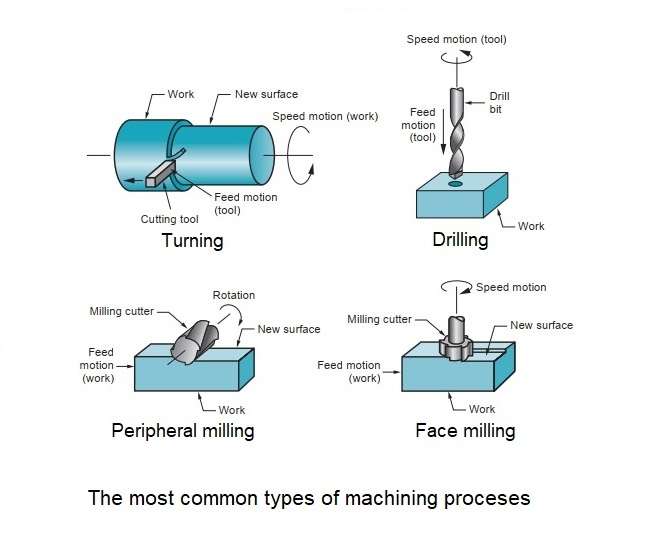
The kinematical arrangement of tool and workpiece is by far the most decisive criterion for the machining process. Strictly speaking, the term machinability should be defined separately for each individual machining process (turning, drilling and so on). Because of the clearly defined arrangements of tools and workpiece, the term machinability applies generally to the turning process.
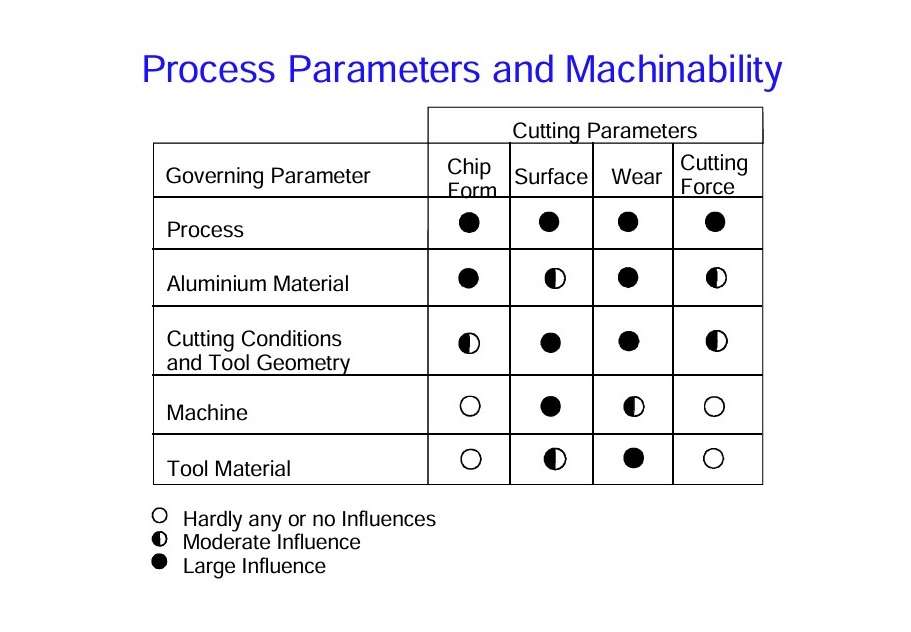
The technology used for the machining process itself depends on a number of independent parameters:
- Cutting parameters and tool geometry.
- The machines used.
- Material of the cutting tool.
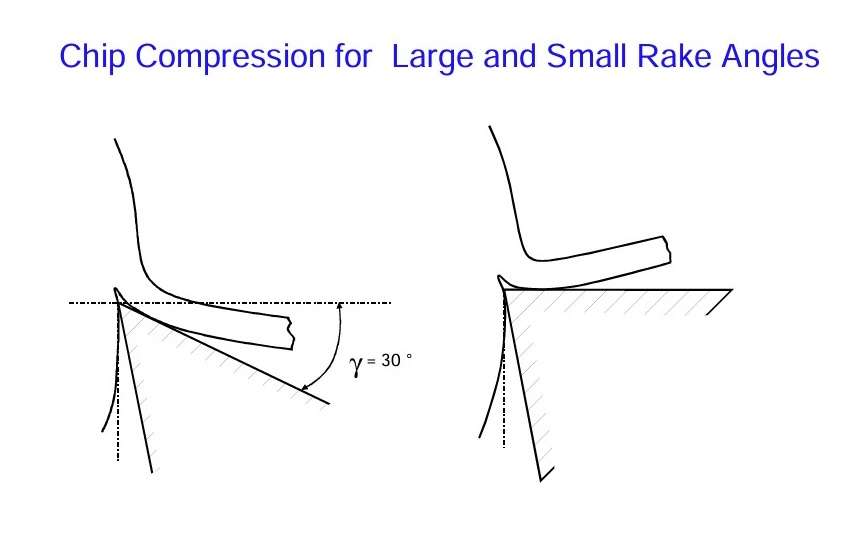
The form of the aluminium chips is an important criterion. The general aim is to obtain short cylindrically wound chips, spirally wound chips and spiral chips. Generally the basic guideline is: the harder and stronger the aluminium alloy, the shorter the chips. One of the technological parameters affecting the form of chips is the tool geometry. Thus, a reduced rake angle tends to form shorter chips in alloys which would otherwise deliver long chips.
There are the following general rules:
- Pure aluminium and soft wrought alloys produce extremely long chips. This requires special measures, for example, chip breakers.
- High-strength wrought alloys present no problems with chips.
- Hypoeutectic casting alloys lead to the formation of short coiled and spiral chips which can be removed easily.
- Eutectic casting alloys tend to produce longer chips.
- Hypereutectic casting alloys produce short fragmented chips which may be difficult to remove.
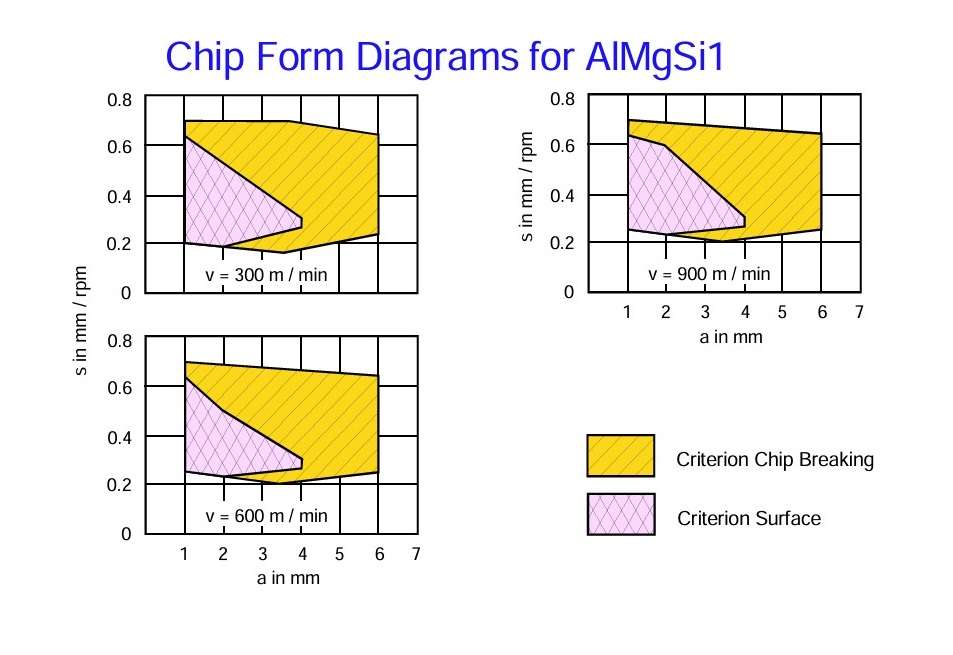
Chip form diagrams can be compiled, thereby making it possible to consider the machining criterion „form of chips“ in setting up the cutting routine. These diagrams show the regions for best chip forms as a function of the variables cutting speed, feed and depth.
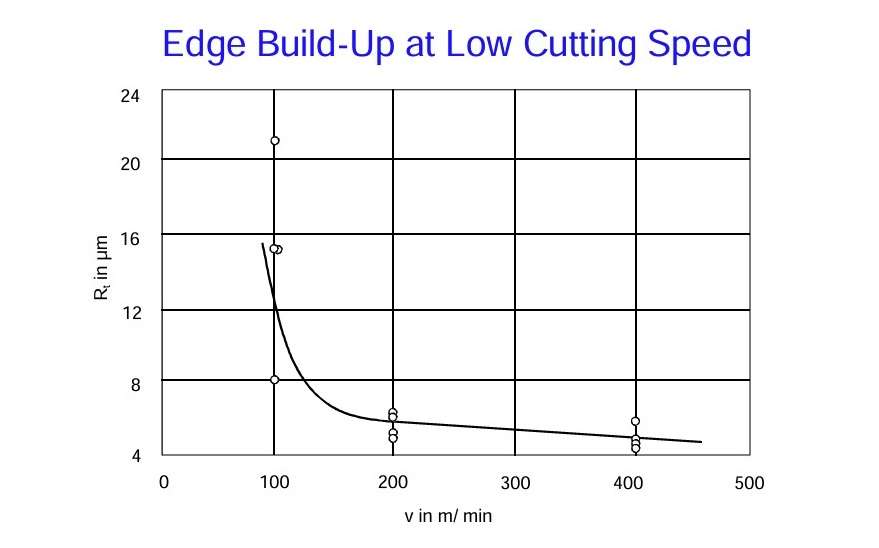
The cutting speed is an important machining parameter which influences the surface quality. In general, the roughness is inversely proportional to the cutting speed. The region of low cutting speeds must, as a rule, be avoided when aluminium is to be machined. Edge build-up is a phenomenon which is typical for aluminium and is caused by the periodical sticking and removal of aluminium particles deposited on the cutting tool.
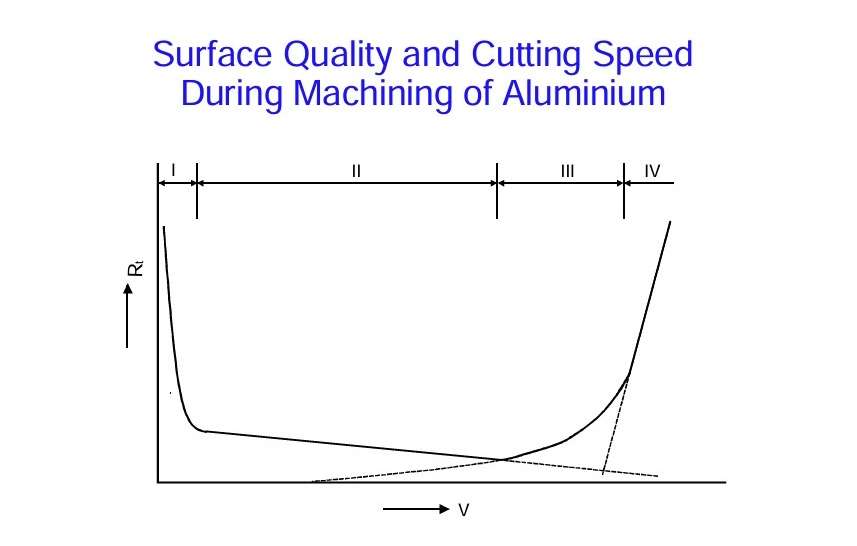
Based on the factors which affect the surface quality, the machining operation can be divided into four separate regions:
- Region I: Due to edge build-up, the surface quality is unsatisfactory.
- Region II: Decreasing surface roughness with increasing cutting speed.
- Region III: Increasing influence of interferences, e.g. tool chatter and machine vibrations.
- Region IV: Poor surface quality caused by chips that accumulate and stick to the material being worked.
Sources:
1. TALAT Lecture 3100 – Machining of Products / P. Johne – European Alumnium Association – 1994
2. Fundamentals of modern manufacturing: materials, processes and systems, 4th ed. / Mikell P. Groover – JOHN WILEY & SONS, INC. – 2010

