Aluminium extrusion billets quality
Improve the quality of aluminium extrusion billets by controlling the alloy’s chemical composition. Learn about the importance of magnesium, silicon, and oxide inclusion removal.
Chemical composition of aluminium alloy
For the popular extruded aluminum alloys 6060 and 6063, the magnesium and silicon content, and the ratio of their contents, have the greatest influence on aluminium extrusion billet quality.
To control the chemical composition of the alloy, an optical emission spectrometer is usually used. Metal samples are taken from the smelting furnace [1]:
- before casting, in order to adjust the chemical composition if necessary and
- again after doping and mixing to ensure that the adjustment has been made correctly.
Filtration of aluminium melt
Oxide inclusions are removed from the melt using a ceramic filter. The filter is located along the flow of the melt. Oxide inclusions enter the melt from the furnace lining and contaminated charge.
The charge is all the starting materials that are loaded into the melting furnace:
- technological scrap,
- purchased scrap,
- primary pigs,
- secondary pigs,
- master alloys.
To remove large contaminants, for example, lining debris, filters made of a special fire-resistant mesh, usually in several layers, are often used. Ceramic filters (Figure 1) are quite expensive and, in addition, require constant heating. Therefore, in small industries they often make do with only filter glass cloth, which is installed directly at the outlet of the melting furnace or the mixer.
 Figure 1 – Cross section through the ceramic filter box [4]
Figure 1 – Cross section through the ceramic filter box [4]
Hydrogen content in aluminium melt
Excessive hydrogen content can be controlled by degassing the melt directly in the furnace or in a separate degasser installed in the casting line. A high hydrogen content can cause porosity of the ingots, the formation of bubbles on the profiles and subsequent embrittlement of the profile material [2].
The hydrogen content level is measured by the number of cubic centimeters of hydrogen per 100 g of metal. In the production of aluminum profiles, the limit is usually considered to be 0.20 cm3 of hydrogen per 100 g of metal.
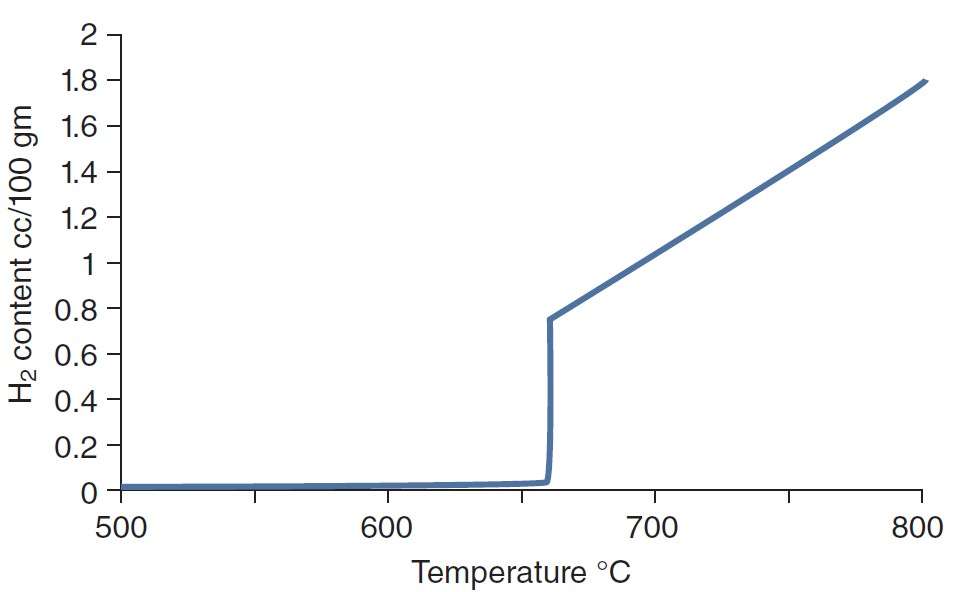 Figure 2 – Variation in hydrogen solubility as a function of temperature in aluminium [4]
Figure 2 – Variation in hydrogen solubility as a function of temperature in aluminium [4]
Aluminium melt temperature control
Poor temperature control of the aluminum melt and especially excessively high temperatures during ingot casting lead to problems with metal quality and ingot surface quality. As the temperature of the aluminum melt increases, the solubility of hydrogen in it increases.
Tight control of the melt temperature increases the likelihood of a successful start on the casting machine and ensures the successful casting of all extrusion ingots.
Ingot casting methods
Various logs casting technologies are used. The casting technology is determined by the design of the casting table on which the molds are located.
A modern and convenient technology is the hot top casting method. This method is used both with a constant supply of lubricant to the molds, and with a one-time lubrication of the molds before the start of casting. On the best machines, permanent lubricant is supplied mixed with air or argon (for example, Air Slip technology).
Back in the 1990s, the technology of casting pillars with a float system for regulating the supply of melt to the crystallizers was widely used. Although this technology, in principle, provides good casting results, it has almost universally been replaced by heat-assisted casting systems.
The advantage of Hot Top casting systems is that aluminium extrusion billets produced by this method have a reduced thickness of the so-called inverse surface layer. This layer contains a high content of alloying elements and impurities, which can cause defects in the surface of the profiles. This can be of particular importance, for example, when extruding profiles for subsequent anodizing.
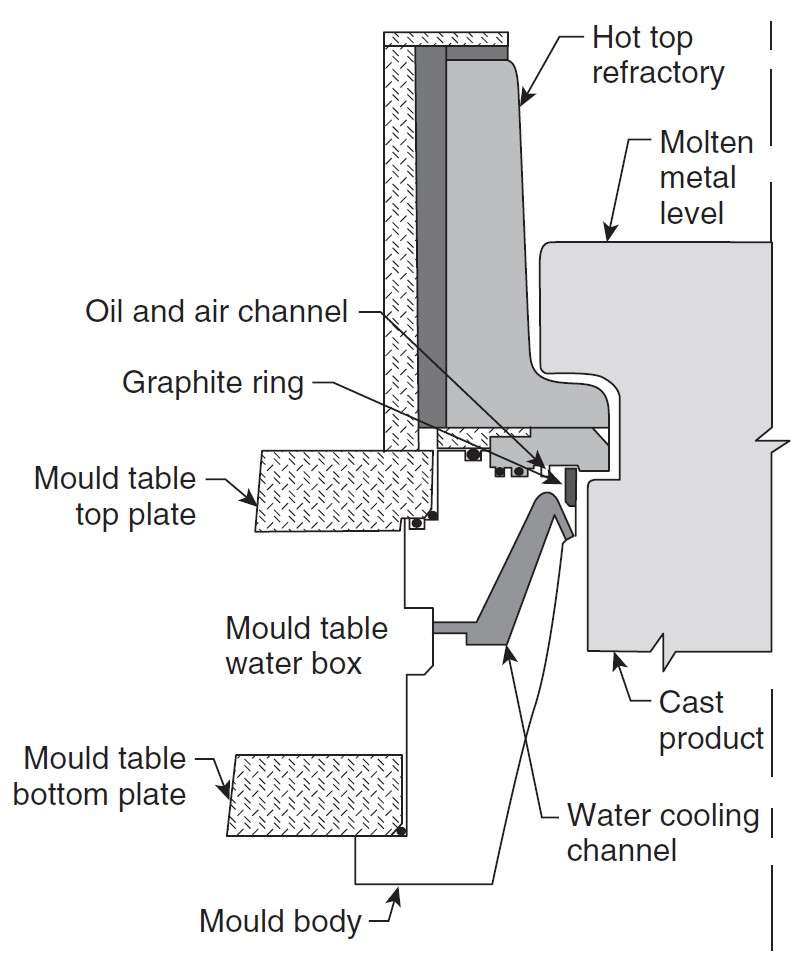 Figure 3 – Cross section of a hot-top mould with the molten metal feed into the mould and water cooling supply [4]
Figure 3 – Cross section of a hot-top mould with the molten metal feed into the mould and water cooling supply [4]
Homogenization of ingots
Homogenization of ingots – holding at a given temperature (above 500 ºС) for several hours, followed by rapid cooling. Proper homogenization of ingots increases their compressibility and the subsequent efficiency of heat treatment of profiles.
Cooling of ingots after homogenization
Increased rate and uniformity of column cooling after heating the column charge in the homogenization oven is very important. With slow and non-uniform cooling of the charge, an unfavorable metal structure may form in the extrusion ingots.
Experience shows that the plant’s own foundry for extruding aluminum profiles is capable of producing high-quality ingots. Despite the fact that the main raw materials of such shops are their own technological waste of aluminum and secondary aluminum, they are capable of producing ingots that are not inferior in quality to the ingots of the largest producers of primary aluminum ingots. The key to this is properly selected equipment, as well as motivated and qualified personnel.
Sources:
- D.C. Casting remelt shop handbook, Ashford Engineerig Services, Great Britain, 1997
- Physical metallurgy of direct chill casting of aluminum alloys /Dmitry G. Eskin
- Direct-Chill Casting of Light Alloys Science and Technology / J.F. Grandfield, D.G. Eskin, I.F. Bainbridge – 2013