Direct-Chill aluminium casting machines
Explore the world of direct-chill aluminium casting and the advantages of using vertical DC (VDC) casting machines for extrusion ingots production.
Vertical and horizontal direct-chill (DC) casting machines
For direct-chill aluminium casting of extrusion ingots, two types of casting machines are used in the world:
- vertical DC (VDC) casting machines
- horizontal DC (HDC) casting machines.
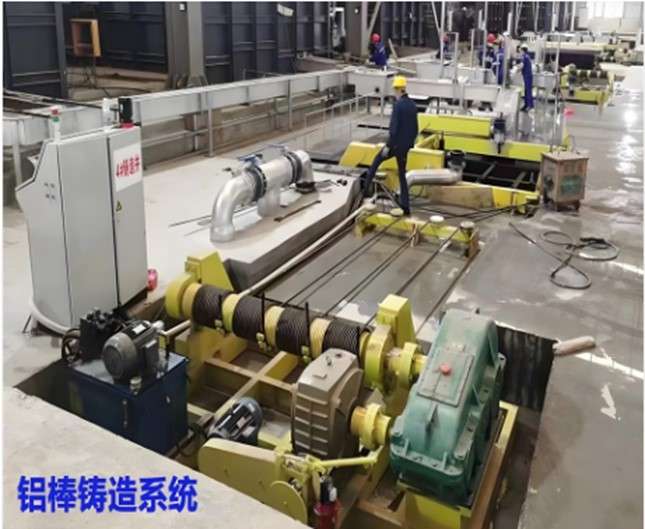
A general view of a vertical casting machine is shown as part of other equipment in Figure 1, and a horizontal casting machine is shown in Figure 2. The most widely used are vertical casting machines. They will be discussed below.
 Figure 1 – An vertical direct-chill (VDC) casting machine and other related equipment [1]
Figure 1 – An vertical direct-chill (VDC) casting machine and other related equipment [1]

Figure 2 – An horizontal direct-chill (HDC) casting machine [1]
Vertical DC casting machines
Main parts
Vertical DC (Direct-Chill) casting machines are usually concidered as a complement of the follow main parts [4]:
- The casting machine wich fitts into the casting pit.
- The platen drive mechanism, hydraulic or mechanical.
- The platen and stools.
- The mould table completed with moulds, spray rings, starter blocks.
- The control water system.
- The control system.
The types of DC casting machines
There are two basics types of casting machines:
- cable type and
- hydraulic.
Both types of machines have the same type of mould table.
Cable type casting machines have two options:
- Cable operated casting machines.
- Suspension cable casting machines.
The primary role
The primary role of the DC casting machine is [1]:
- to lower the platen, starting head base, and starting heads, together with the forming cast product, into the casting pit, at the set rate (Vcast)
- to maintain the whole system in a horizontal or coplanar position with respect to the moulds
- to minimise any rotational movement (<1′ of arc) during the total casting process.
Mechanical DC casting machines
Cable operated DC casting machnes
Figure 3 shows a cable type casting machine. It has a working capacity up to 5 tons. Machines of this type are used in small remelt shops.
These machines provides:
- a low cost
- ease of installation
- the minimum of foundation work.
The cable type of casting machine has the platen raised and lowered by a wire rope which passes the system of capstans and pulleys [2]:
- There must be a tensioning arrangement to accommodate the rope extension as the load increases and give suffucient back tension to ensure that the rope does not slip during casting .
- These machines have electrical power supply and therefore require a backup source of electricity in case of an accident to allow the cast to be stopped safely.

Figure 3 – A cable operated DC casting machine [2]
Suspension cable DC casting mashines
Figure 4 shows a typical suspension cable casting machine. Such machines are often installed in small remelt casting shop of extrusion plants to remelt their own scrap. They usually have a load capacity of about 5 tons.
An platen support frame is suspended by four ropes of equal length to prevent any unequal extension during casting. The suspension cable machines requires no equipment to be installed in the casting pit below the floor level.

Figure 4 – A suspension DC casting machine [2]
Some advantages of suspension cable DC casting machines [2]:
- Low capital cost.
- Reduced depth of casting pit.
- No part of casting machine attached to casting pit.
- No guides.
- Simple maintenance.
- All operating equipment is accessible from shop flor level.
Hydraulic DC casting machines
Hydraulic DC casting machines are most suited for drop weight more 10 tons. They uses a hydraulic ram to raise and lower the platen.
Back in the 90s the industry standard had been a simple displacement ram with guide rails. These guide rails provided the platen support and alignment. The guide rails were attached to the casting pit walls. The platen was fitted with guide slides or wheels which ran against the rails.
Modern DC casting machines have self guiding rams which are strong enough to support the platen loading without guide rails. These ram have an internal guide which prevents the platen rotating. These rams are very effective but of higher cost. A cost compromisw can be made by using a self supporting ram with an external antirotation guide [2].
Figure 5 shows a 60 tons hydraulic DC casting machine for rolling ingots with a tilting mould table.

Figure 5 – An hydraulic DC casting machine for rolling ingots [2]
Modern Solutions for Cable-Operated Aluminum Casting Machines
While heavy hydraulic casting machines from major suppliers like Gautschi Engineering dominate large primary smelters, cable-operated (wire-rope) vertical direct-chill (VDC) casting machines remain a highly popular and cost-effective solution for secondary remelt shops, extrusion log casthouses, and small-to-medium recycling facilities.
Modern engineering upgrades and automation options offered by suppliers like MS Group and Foshan Nenhong Machinery have eliminated legacy mechanical play, providing precise speed control and low total cost of ownership.
Performance and Technical Capabilities for Aluminum
Modern cable-operated VDC units offer optimized productivity for aluminum casthouses:
- Drop Weight / Load Capacity: Standard cable-winch configurations handle drop weights ranging from 3.5 to 10 metric tons of molten aluminum, with heavy-duty designs scaling up to 15 tons.
- Billet Yield per Drop: Depending on log diameters (typically 60 mm to 400+ mm / 2.5″–16″), modern mold tables accommodate 8 to 60+ extrusion billets per drop. Compact Hot-Top tables can cast 100+ small-diameter logs simultaneously.
- Billet & Slab Length: Typically ranges from 3 to 6.5 meters, extending up to 12 meters in specialized deep-pit installations.
- Casting Speed: Infinitely variable between 30 and 250+ mm/min via stepless servo/VFD drive controls.
Key Technological Enhancements
- Precision Servo & VFD Winch Drives:
Replacing old fixed-speed gearboxes with PLC-controlled AC servo motors and Variable Frequency Drives (VFDs) provides smooth, vibration-free platen lowering speeds (Foshan Nenhong Technology). Eliminating micro-vibrations is critical to preventing cold shuts and surface cracking in sensitive aluminum alloys.
- Automated Cable Tensioning & Level Synchronization:
Equipped with high-tensile steel wire ropes, inline load sensors, and elastic stretch compensators, modern machines ensure the bottom-block platen remains perfectly level throughout the entire drop.
- Integration with Modern Mold Systems:
Cable-operated VDC machines integrate seamlessly with advanced Hot-Top Billet Casting Systems and Air-Cushion/Oil-Slipper molds, delivering smooth billet surface quality with minimal shell thickness.
- Digital Automation & Safety (Industry 4.0):
Features include PLC controllers, touchscreen HMIs, laser-based aluminum level sensors, and integrated Uninterruptible Power Supply (UPS) backup units to ensure safe drop completion or controlled emergency drainage during power outages (MS Group).
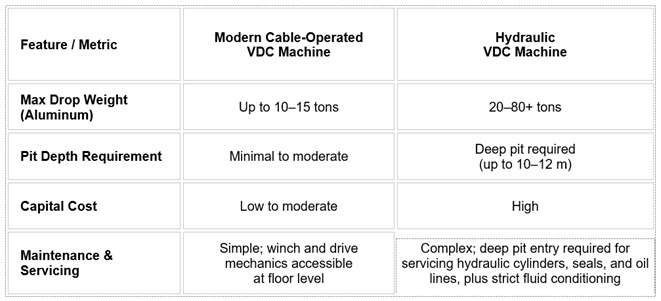
Cable-Operated vs. Hydraulic VDC Machines for Aluminum
Sources:
- Direct-Chill Casting of Light Alloys
- Материалы фирмы Ashford Engineering Services, 1997