The bearings of an aluminium extrusion die
Understand the importance of bearings in aluminium extrusion die. Discover how they contribute to shaping the final profile in the extrusion process.
The principle of direct aluminium extrusion
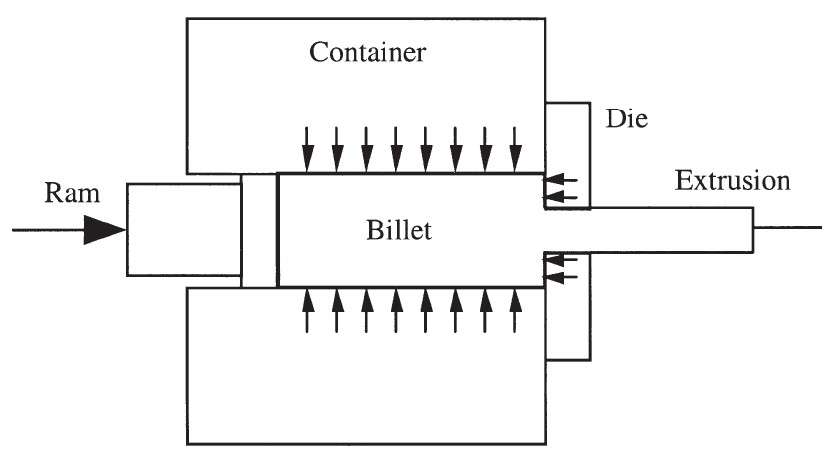
Aluminium extrusion is a plastic deformation process in which an aluminium billet is forced to flow by compression through the die opening. This openinng is a much smaller cross-sectional area than that of the billet (Figure 1).
Controlling the aluminium flow
What is the bearings of an aluminium extrusion die?
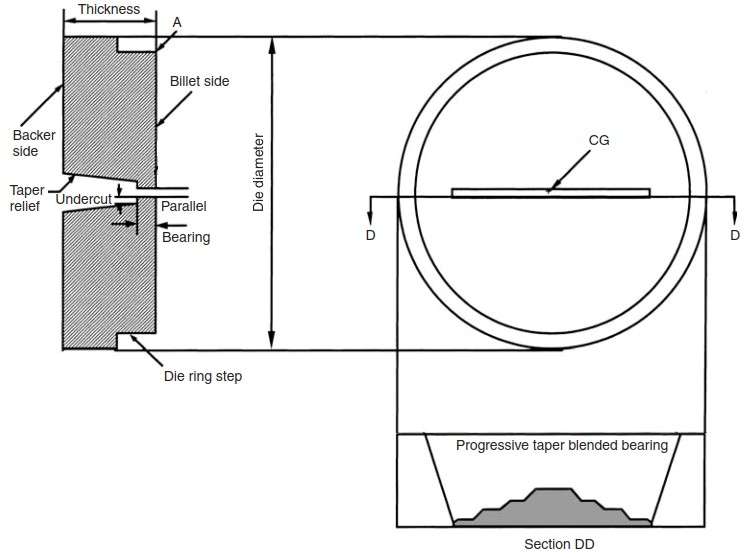
Depending on the design of the profile, the extrusion die can be solid, hollow or semi-hollow. However, any extrusion die has the bearings (Figures 2 and 3). The bearing is the last area of contact of metal with the extrusion die. This is where the profile takes its final shape.
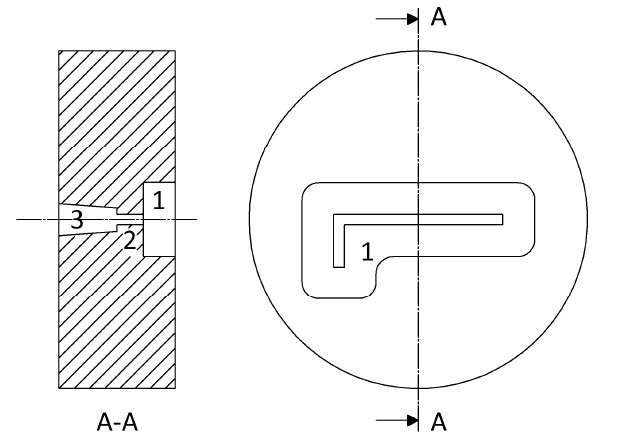
1 – sink-in (recess, feeder); 2 – the bearing; 3 – die relief
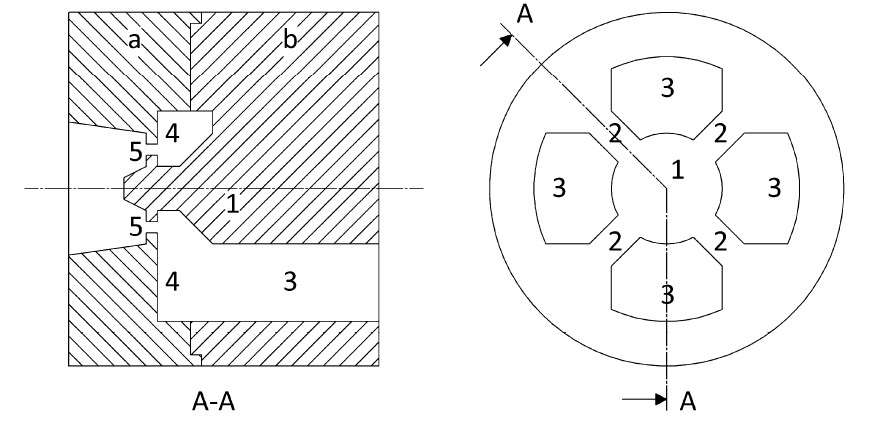
1 – the core; the mandrel legs; 3 – feeder holes; 4 – the welding chamber;
5 – the bearings of the mandrel and the die plate
The aluminium flow through a flat extrusion die
The reasons of uneven metal flow
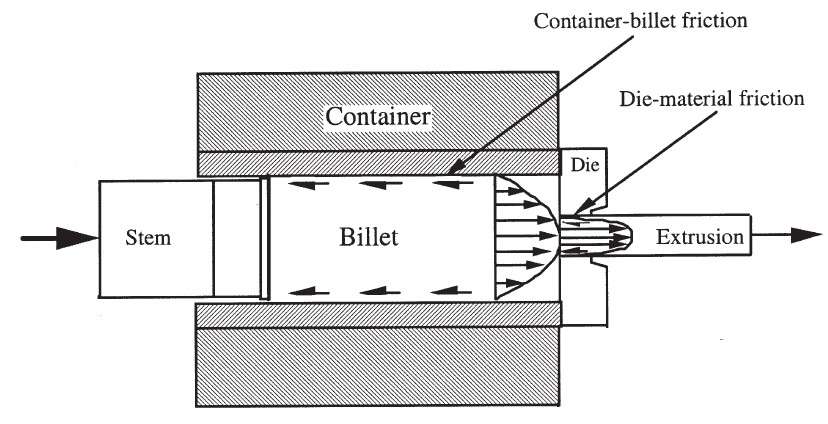
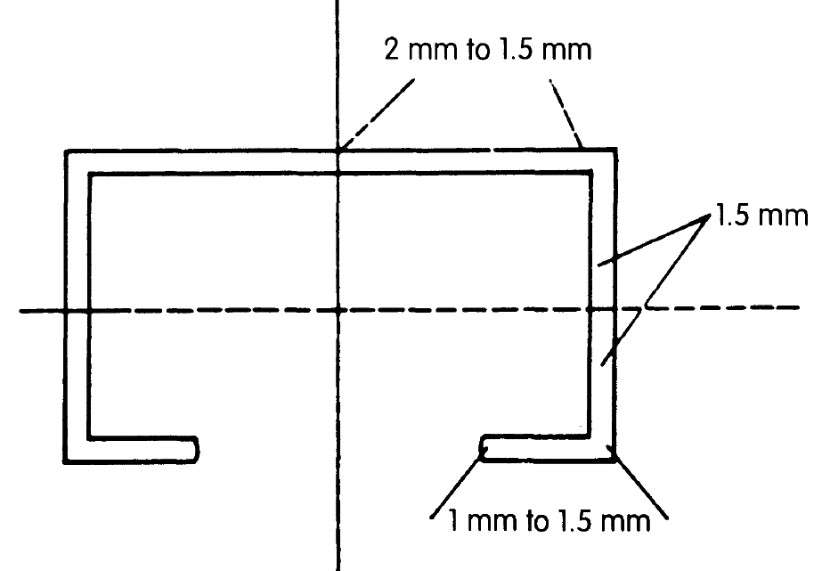
The frictional resistance at the billet/container interface slows down the metal flow near the billet surface (Figure 4). The center of the billet thus moves faster than the periphery of the billet. To balance the flow, bearing length must be inversely proportional to its distance from the center of the billet.
The thinner the section, the slower the flow, due to the small die opening. Similarly, to balance the flow in the thinner section, the bearing length needs to be smaller, and vice versa.
in the case of direct extrusion process [1]
The main methods for controlling the flow rate of aluminum through the bearing channel of a flat die are the following [1-3]:
- change the length of the parallel bearings.
- changing the angle of the bearings,
- change the size and shape of the prechamber.
The types of die bearings
Figure 5 shows three types of bearings:
- parallel;
- “choked” to slow the flow;
- “relieved” to accelerate the flow.

a) parallel; b) choked (slowing down); c) relieved (accelerating up)
Parallel bearings
Parallel bearings are the working standard. In this case, the flow rate of aluminium through the working channel of the die is adjusted by changing the length of the bearings. The examples of solid dies with varying bearing lengths are shown in Figures 6 and 7.
using different lengths of bearings [1]
Slowing and accelerating bearings
Slowing and accelerating the metal flow trough the bearing channel shown in Figure 8.
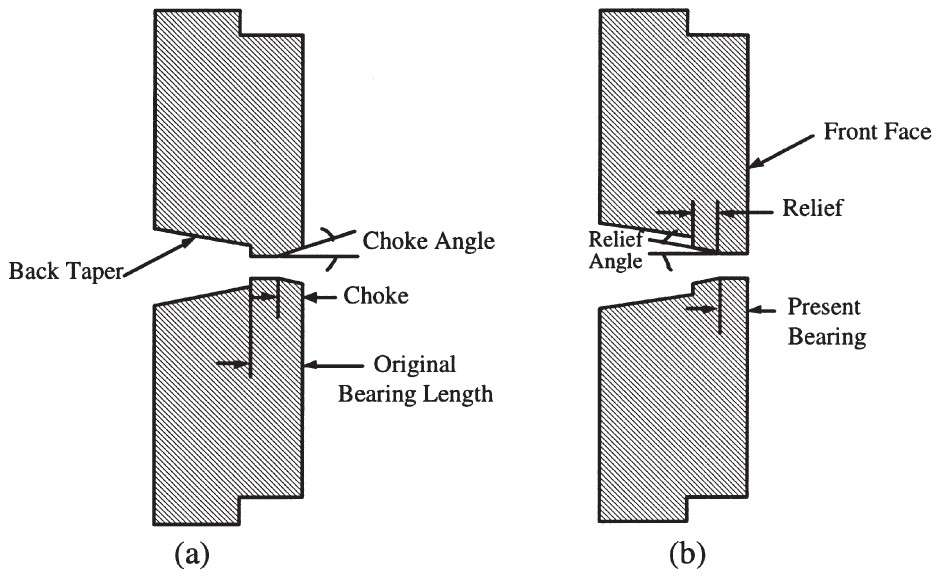
(a) Choke at front of bearing to slow the flow
(b) Relief at the back of the bearing to accelerate the flow [1]
Flow resistance in the bearings channel of die
The results of numerical simulation of the resistance of the bearing channel of the die, depending on the angle of the bearing are shown in Figure 9:
- The negative (relieved) angle gives low resistance to metal flow.
- With an increase of the relieved angle the flow resistance remains constant.
- When reducing the relieved angle for a small fraction of a degree to zero, that is before, as the bearing channel is parallel, the pressure increases dramatically.
- In this case, the pressure stabilization is achieved only at a positive (choked) angle of about 0,5º.
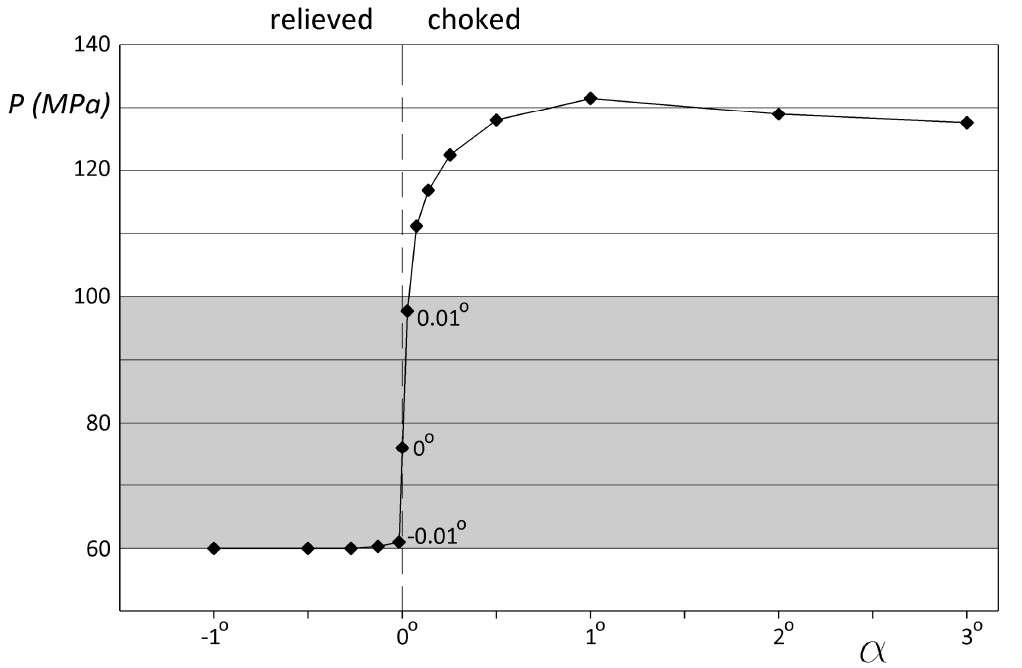
for a bearing channel 2 mm wide and 5 mm long [2].
(Reproduced from [4]).
Such metal flow behavior can be explained as follows [2]:
- In the accelerating (relieved) bearing channel, aluminium touches the walls of the bearing channel of the die only at its inlet and then loses contact with the bearings (Figure 10a). The increase of the angle, and also the length of bearing, no longer influences the metal flow resistance of the bearing channel.
- The slowing (choked) bearing channel ensures the full contact of aluminium along the entire length of the bearing channel (Figure 10b). A slight increase in the angle, at which there is full contact, almost no effect on the rate of flow of metal.
- The transition from almost no contact to the full contact occurs at the value of the angle about 0º (See Figure 8).
- This behavior of the bearing channels was established experimentally.
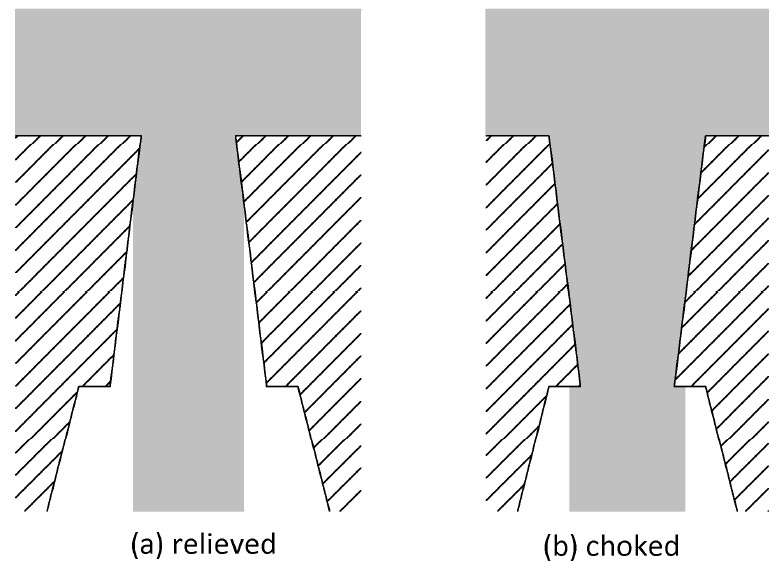
(a) – relieved bearing, (b) – choked bearing
Sources:
1. P. Saha, Aluminum Extrusion Technology, 2000
2. G. van Ouwerkerk, CAD Implementation of Design Rules for Aluminium Extrusion Dies. PhD dissertation, 2009, University of Twente.