Aluminium ageing ovens
Artificial aging of profiles from aluminium alloys of the 6xxx series includes heating in ageing ovens to a temperature of about 180 ºС and holding at it for several hours, usually 4-5.
Hardening by ageing
It is known that the majority of extruded aluminum profiles worldwide are produced from 6xxx series alloys, mainly from alloys 6060, 6063, 6061 and 6005A.
These aluminum alloys are heat hardenable. This means that:
- they have the ability to retain magnesium silicide in an aluminum solid solution as a result of rapid cooling in the press, and
- then release it under the controlled conditions of elevated temperature in an aging furnace.
This mechanism is called “hardening by ageing”, and the technological operation itself is artificial ageing. During artificial aging, aluminum profiles made from 6xxx series alloys receive specified strength characteristics – tensile strength, yeld strength and elongation.
Natural ageing
The process of precipitation of magnesium silicide from a solid solution of aluminum is very complex. It involves the formation and growth of clusters that impede the movement of dislocations, which ensures the strengthening of the material.
Alloys of the 6xxx series, which after quenching are left to sit at room temperature, gradually gain strength over a period of time from 100 to 500 hours. This process is called natural aging. For 6060 alloy, which has minimal magnesium and silicon content, this process can take several months. Therefore, the natural aging process is somewhat impractical due to delays in product delivery. At the same time, profiles in the T4 state have increased ductility. Therefore, this condition is used, for example, for profiles that will be subject to bending.
Artificial ageing
The aging process of aluminum alloys occurs much faster at elevated temperatures. This usually achieves a higher level of strength than with natural aging.
Artificial aging of profiles from alloys of the 6xxx series includes heating to a temperature of about 180 ºС and holding at it for several hours, usually 4-5.
This treatment of aluminum profiles ensures accelerated diffusion of silicon and magnesium atoms dissolved in aluminum in the direction of areas where the release of intermetallic Mg2Si particles begins. At the same time, the crystal lattice surrounding them is subject to elastic deformation, since these precipitates do not quite fit into it. All this creates obstacles to the movement of dislocations that try to pass through these areas. As a result, the yield strength and tensile strength of the alloy increase.
If an aluminum alloy is kept at elevated temperatures for too long, these particles will grow and some will disappear, and the yield strength of the alloy will decrease. In this case, the aluminum alloy is said to be in an overaged state (Figure 1).
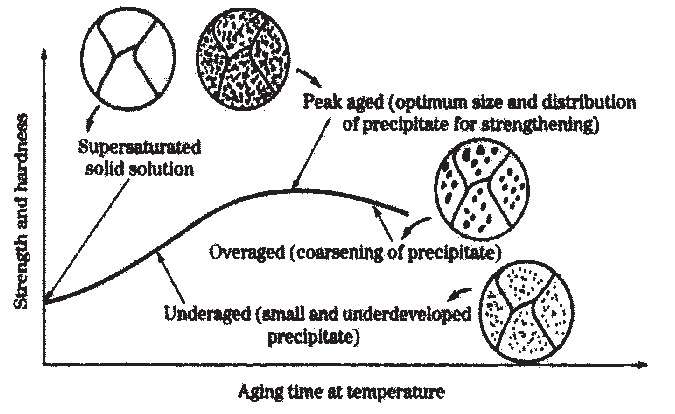
on the microstructure and strength of aluminium alloy [1]
Figure 2 shows the dependence of the strength of profiles made of alloy 6063 during artificial aging at various temperatures from 170 to 245 ºС. The level of strength depends on both the temperature and the duration of exposure at it. The typical aging process for 6063 alloy profiles is aging in an aging oven at 185ºC for 4-5 hours.
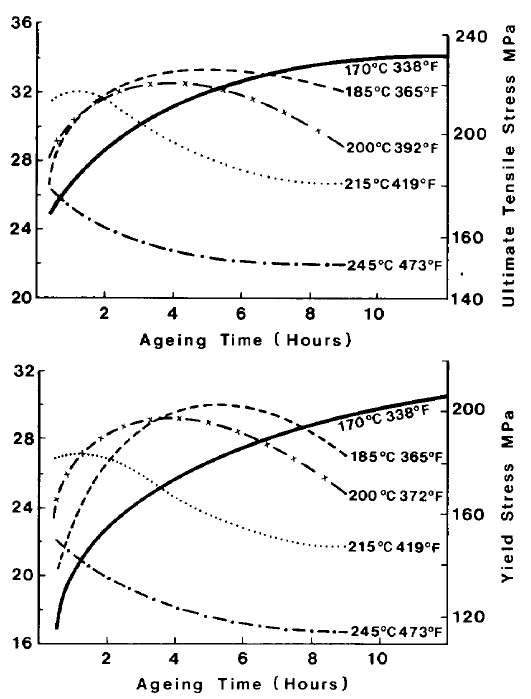
yield stress and ultimate tensile stress of AA6063 [1]
Ageing oven design
Aluminium aging ovens can have different designs in accordance with the requirements of a particular production.
Most furnaces have the following basic structural elements:
- Working chamber
- Air circulation system
- One or two air circulation fans.
- Gas combustion and air heating chamber.
- Gas burner and its control system.
Direct or indirect heating
Most ageing ovens are direct fired. This means that gas combustion products are mixed with circulating air.
With indirect heating, the gas burns in a special radiant pipe and exits into the chimney outside. The circulating air passes along the outer surface of the radiant tube and is heated by radiation and convection. Indirect heating eliminates contact of the surface of the profiles with combustion products, but requires increased gas consumption.
Longitudinal or transverse air flow
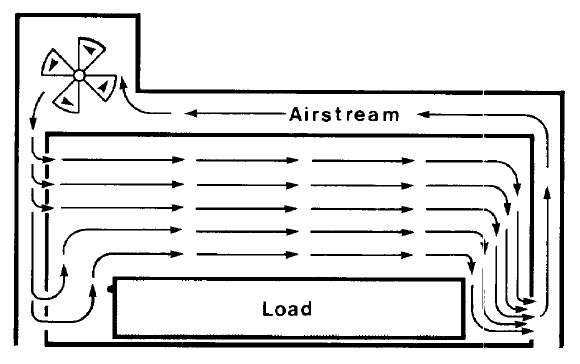
In most aging furnace designs, hot air is blown along the length of the profile charge (Figure 3). At the same time, there are design options for furnaces with cross-flow air (Figure 4).



Figure 4 – An aluminium ageing oven with cross-flow air [2]
Theoretically, furnaces with cross-flow air can provide better temperature uniformity across profiles, but have lower thermal efficiency [2].
The uniformity of temperature across the profile load very much depends on the type of packing and the density of packing. Heat transfer from hot air to profiles occurs mainly due to convection. Therefore, maximum contact between the surface of the profiles and the circulating hot air is important.
Oven length: efficiency and uniformity
The thermal efficiency of an aging furnace increases with its length. However, unfortunately, as the furnace length increases, the temperature uniformity of the charge deteriorates. Therefore, the optimal furnace length is a compromise between these two factors. Typically, stoves can accommodate 1 or 2 baskets in length; there are stoves with a length of four baskets. The length of each basket is about 7 meters. For long ovens, several heating and air circulation zones are provided.
Modern aging oven
An example of a modern aging furnace is double-length aging furnace (Figure 5).

The circulated air is heated using the direct heating principle. This provides the furnace with maximum thermal efficiency. The gas burner is installed in a combustion chamber, which is separated from the working chamber. Well-thought-out design and high quality thermal insulation materials provide this stove with very low energy consumption. The operating principle of the furnace is based on the circulation of hot air in the longitudinal direction.
Baskets with profiles are moved using drive rollers in the floor of the workshop and furnace. The temperature in the furnace working chamber is controlled by six thermocouples, which are installed in different zones.
The furnace is equipped with two centrifugal turbines, which ensure good heat transfer from the flow of hot air across the entire cross-section of the profile charging. This gives good temperature uniformity throughout the charge and therefore equal strength (hardness) for all charged profiles.
The oven doors are equipped with a series of deflectors that help distribute hot air evenly across the cross section of the cage and effectively return it for heating.
Correct loading of the aging oven
If the hot air in the aging furnace finds some way to bypass the profile charging, then the heat transfer from the air decreases, the heating cycle becomes longer, gas consumption increases, and temperature uniformity throughout the charging deteriorates. Therefore, the main purpose of loading the aging furnace is to ensure maximum air flow through the charging of profiles. An example of normal dense packing in an aging oven is shown in Figure 6.

Figure 6 – A normal dense loading of profiles into an ageing oven
When the oven is not fully loaded – an incomplete number of baskets or incomplete baskets – free passages for hot air are formed in the cross-section of the oven. In this case, hot air almost does not get between the profiles and the efficiency of their heating is significantly reduced (Figure 7). To effectively treat incomplete cages, a system of special deflectors is usually provided that directs air through the incomplete cage.
In addition, when loading the aging furnace, the most massive charge profiles must be positioned so that they “get” the hottest air. Massive profiles may require longer heating, so this loading method helps to equalize the temperature of the profiles in the working chamber of the furnace.
Sources:
- R.W. Hains Precipation Aging – Aluminum Extrusion technology Seminar, Chicago, 1977
- Al Kennedy Age Ovens //The Extrusion Press Maintenance Manual, 2004
