6060 aluminium alloy
Chemical composition
Nominal chemical composition
Al-0,5Mg-0,45Si
Chemical composition according to EN 573-3
Table 1 – The chemical composition of 6060 aluminium alloy by EN 573-3
in comparison with 6063 aluminium alloy

Metallurgical characteristics
- Wrought
- Heat hardenable
- Partial analogues: 6063 aluminium alloy.
- 6060 aluminium alloys has an excessive content of Si relative to the magnesium.
- Maximum iron content: 0,30 compared with 0,35 % in 6063 aluminium alloy.
- The place of 6060 aluminium alloy among other 6xxx series alloys see at Figure 1.
 Figure 1 – AlMgSi extrusion ingot alloys used in Europe and USA [5]
Figure 1 – AlMgSi extrusion ingot alloys used in Europe and USA [5]
Designations
- EN 573-3: 2013: EN AW-6060 и EN AW-Al MgSi
- Teal Sheet – Aluminium Association: 6060
- Unified Numbering System (UNS): А96060
- ISO 209:2007: 6060
- DIN 1725-1 (canceled): AlMgSi0.5 and 3.3206
Typical applications
- Building constructions, such as windows, facade constructions, enter the store, winter gardens.
- Internal partitions.
- Heat dissipating elements of electronic devices, including, computers.
- Elements of engineering equipment.
- Interior equipment of passenger cars.
- Irrigation, heating and cooling pipes.
- Furniture and office equipment.
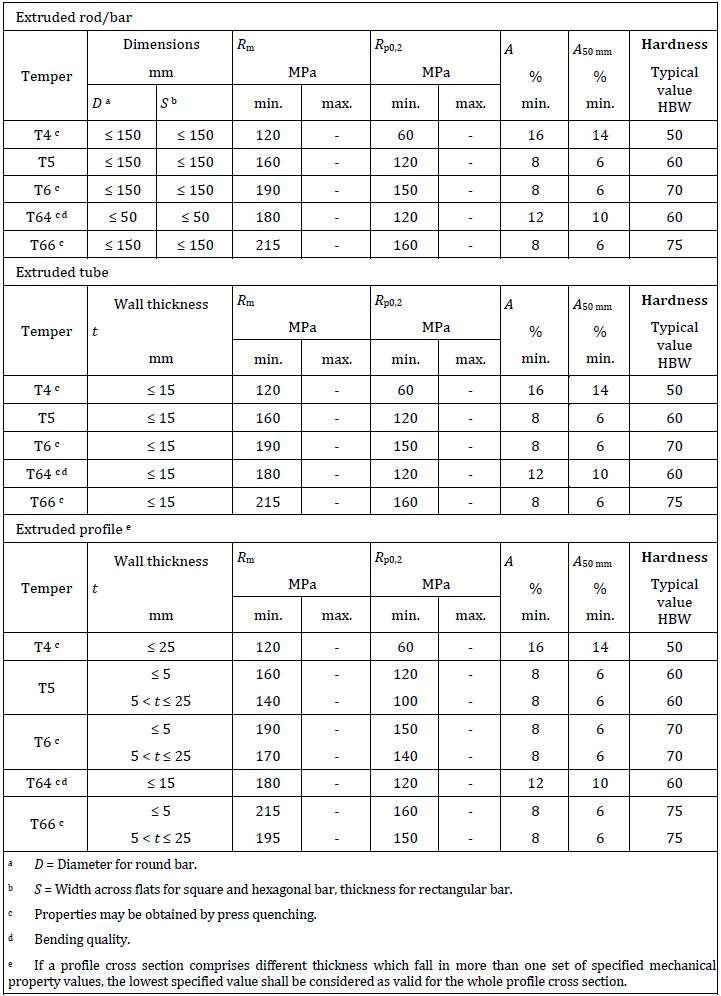
Mechanical properties
Table 2 – Requirements of EN 755-2 to mechanical properties
extruded rods, tubes and profiles of 6060 aluminium alloy
Poisson’s ratio
- 0,33
Elastic modulus (Young’s modulus)
- in tension and compression – 69000 MPa
- Shear – 26000 MPa.
Physical properties
Density
- 2,70 g / cm3 at 20 ° C
Melting interval
- From 600 to 655 ° C.
Coefficient of linear thermal expansion
- 23,5 micrometers/(m K)
- In the range from 20 to 100 ° C.
Thermal conductivity
- 200 W / (m K)
Specific heat
- 880-900 J / (kg K)
Electrical conductivity
- 52 % IACS (54 % in relation to annealed copper)
Technological properties
Extrudability
- See Figure 2

Figure 2
Weldability
- Good arc-welded under inert gas, in particular, argon arc welding, as non-consumable electrode (GTAW-TIG), and consumable electrode (GMWA-MIG).
- Conventional welding alloy – 4043.
Homogenization
- 580-585 ° C
- At least 2 hours.
Annealing
- 420 ° C.
Solution treatment
- 510 ° C.
Artificial ageing
- 185 ° C
- 5 hours.
Bending
- T4 temper.
Sources:
1. European Aluminium Association – http://www.alueurope.eu
2. EN 573-3
3. EN 755-2
4. TALAT 1302
5. Tom Hauge, Hydro Aluminium, Norway – IHAA Symposium, 25th of September 2014, New York
