The Metallurgy of 6000 Series Aluminium Alloys
The 6000 series alloys are typical heat-treatable aluminium (Al) alloys which gain their strength from thermal processing rather than mechanical deformation.
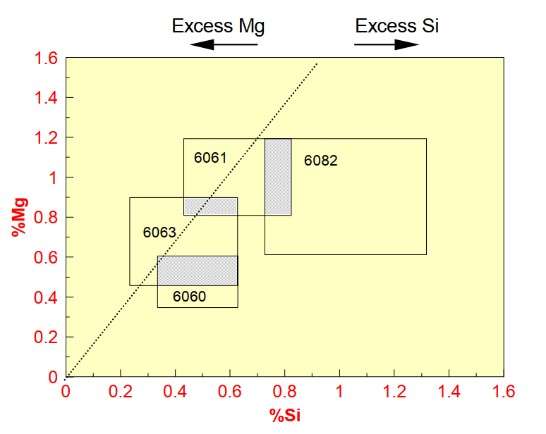
The key elements of these alloys are magnesium (Mg) and silicon (Si), which combine to form the magnesium silicide precipitates. Some 6000 series alloys and the corresponding Mg and Si contents is shown in the figure. The alloys are designed to have either balanced Mg and Si levels or an excess of Si.
The 6000 series extrusion alloys obtain maximum strength from the following heat treatment cycle:
- solutionizing during extrusion or solution heat-treatment,
- followed by quenching at a rate that is alloy dependent and
- then precipitation age hardening.
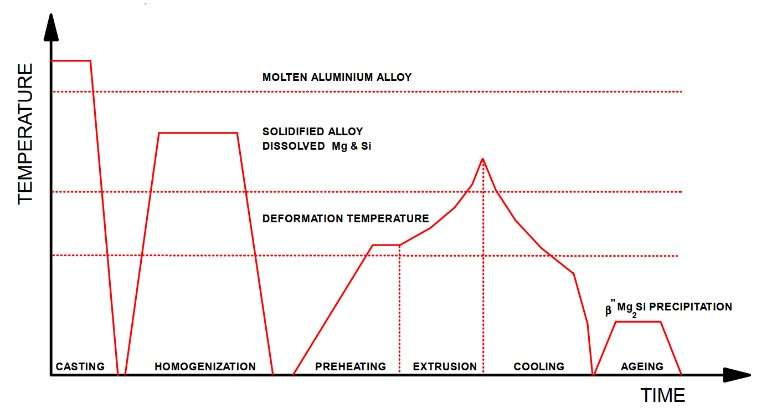
Figure 2 shows the temperature/time history that identifies the steps in the extrusion process and the roles of Mg and Si in the steps.
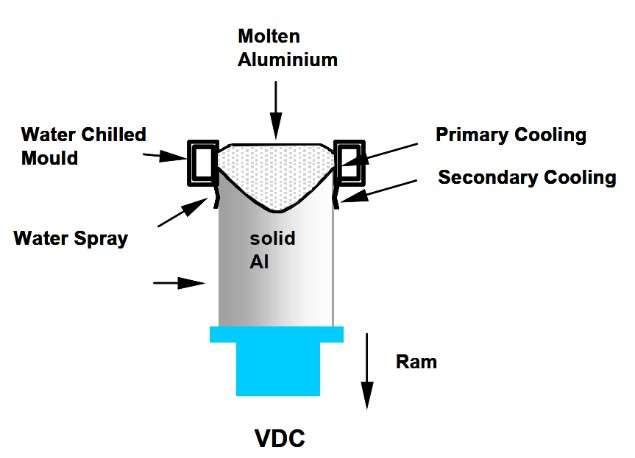
The most common method of producing extrusion billet is vertical direct chill (VDC) casting. The molten aluminium is poured into one or more moulds which are mounted on a table fitted to a hydraulically operated ram. As the metal passes into these moulds it is solidified in two stages. The first stage, known as primary cooling, involves the solidification of the aluminium at the cooled mould wall. This forms a solid shell of aluminium around a semi-molten core. As the solid shell is formed the ram lowers the base of the mould and the shell comes into contact with a curtain of water which initiates the secondary stage of solidification. During secondary cooling, the metal is completely solidified throughout the billet cross-section. This process can produce multiple billets in continuous lengths, for example, 7 m.
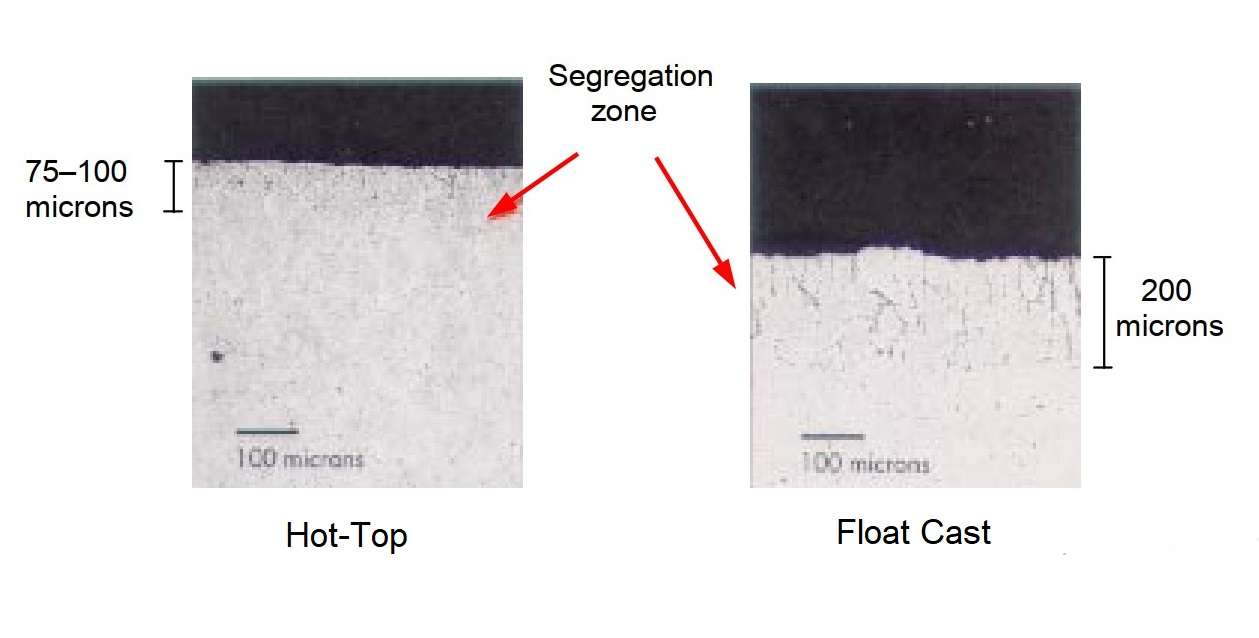
This casting method inevitably results in the formation of a surface segregation zone approximately 75-200 micrometers thick depending on the design of the casting mold (Hot-Top or Float Cast). The as-cast billet consists of a solid Al matrix containing dissolved Mg and Si as well as a network of of iron-containing particles located at the grain boundaries.
The homogenisation cycle is specifically designed to modify the as-cast structure to one which can be extruded at high speed while achieving excellent surface finish and optimum mechanical properties.
For low strength 6000 series alloys containing Mn, a typical homogenisation cycle consists of heating the billet to 575 °C, holding for 2 to 4 hours and then cooling the billet at a controlled rate through the critical range of 450 °C to 200 °C.
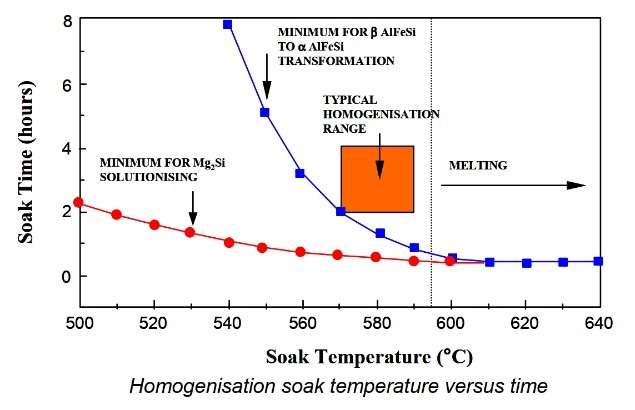
This cooling practice avoids the formation of the precipitates in the microstructure which are detrimental to the final mechanical properties of the extrusion.
The homogenisation cycle transforms hard, needle-like the magnesium silicide intermetallics to more spheroidised intermetallics and ensures an even distribution of chemical elements in the alloy.
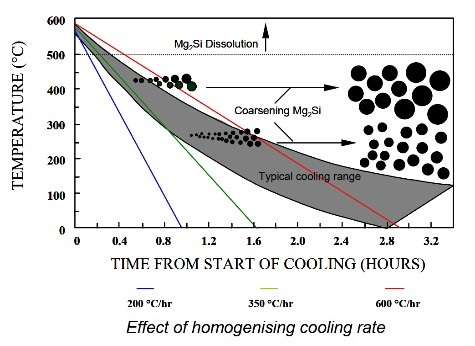
Figure 6
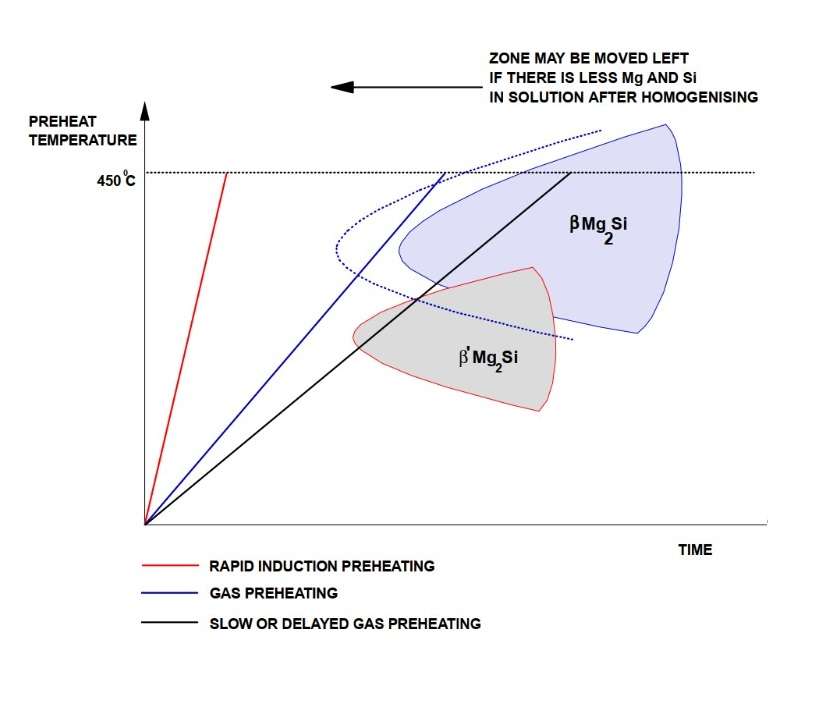
The purpose of preheating billets for extrusion is to lower the flow stress of the alloy to allow extrusion at maximum speed while maintaining an excellent surface finish and mechanical properties. The preheat temperature used must be sufficient to dissolve the magnesium silicide precipitates during extrusion. A typical preheat temperature for dilute 6000 series alloys is 450 °C.
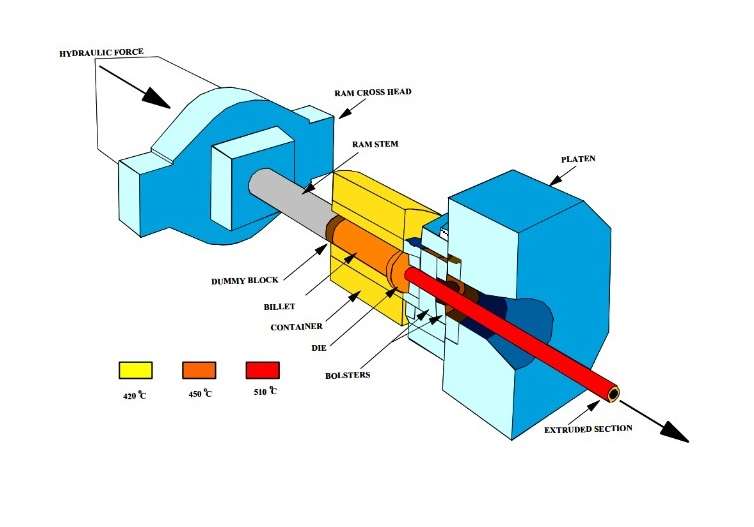
The 6000 series heat-treatable alloys are most commonly extruded via the direct extrusion process. The aluminium billets are heated to 450-500°C and loaded into a pre-heated container (420-470°C). A hydraulic ram pushes the billet through the die aperture. The hot metal flows through the die to produce a continuous extrudate with a cross-section identical to the die aperture.
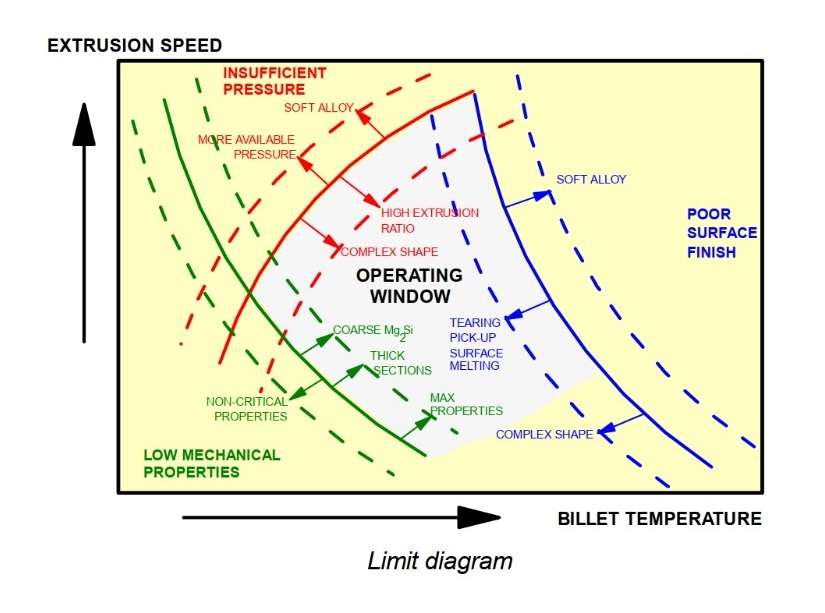
This figure shows a Limit Diagram and illustrates the concept of the operating window to which the extrusion process is restricted. Extrusion speed and billet temperatures are limited to within those boundaries. Other variables, such as alloy type, extrusion ratio/shape and final extrusion properties, may enlarge or reduce the size of the operating window.
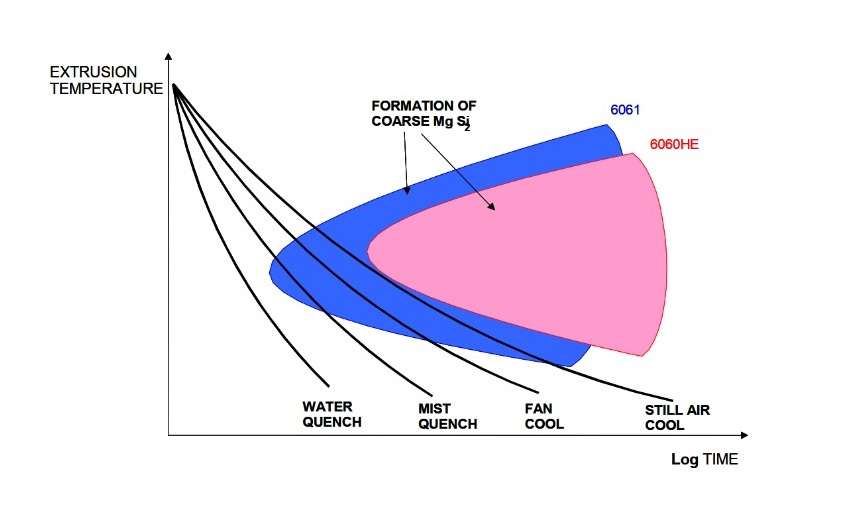
Post-extrusion cooling rates must be fast enough to retain Mg and Si in solid solution so that mechanical properties are maximised by their precipitation during subsequent age hardening. Cooling rates are determined by section size and cooling type such as still air, fans, water mists or water baths. The figure shows sufficient cooling for 6060-type alloys which will generally be achieved by using still or fan-forced air cooling, although, water mists or baths are desirable for harder alloys such as 6061.
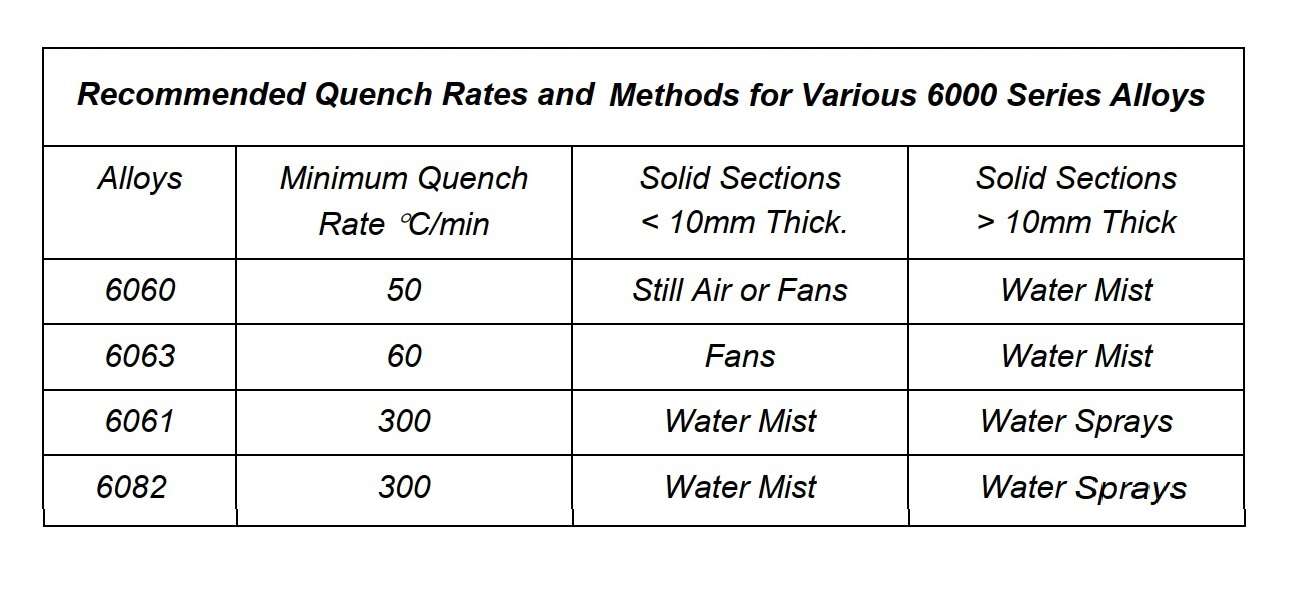
Typical cooling rates required for some 6000 series alloys are given in the table.
The ageing of 6000 series extrusions is necessary if an increase in the mechanical properties of the material is desired. The extent of the increase in properties is dependent on the alloy type and the ageing conditions. These conditions range from natural ageing, which occurs at room temperature, to a variety of elevated temperature treatments known as artificial ageing.
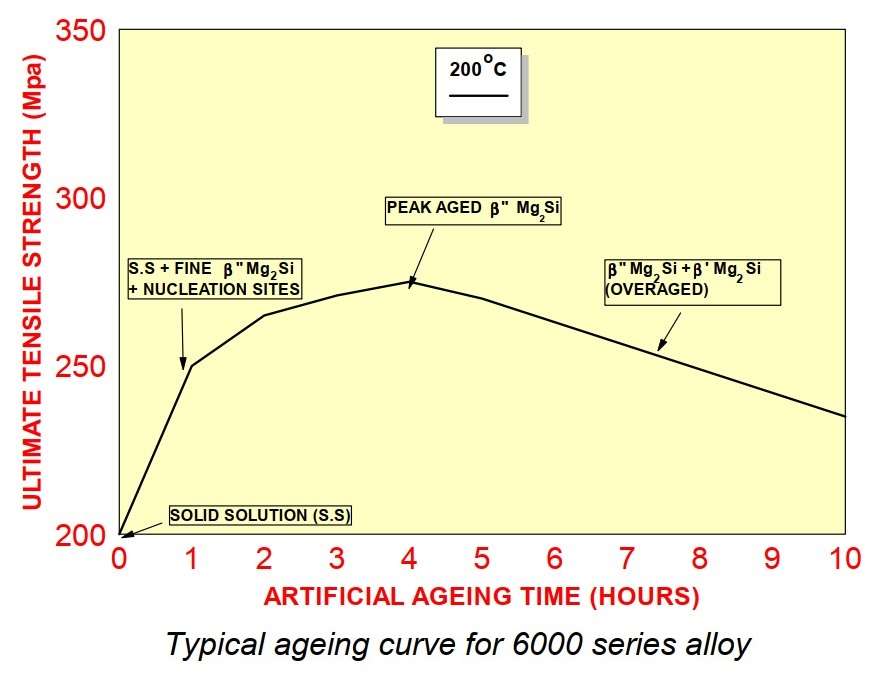
The strength of 6000 series alloys is directly related to the ability of the material to resist the movement of dislocations during deformation. The size and density of these precipitates is controlled by the ageing conditions. This figure summarises the typical artificial ageing curve for 6000 series alloys.
The source: Basic Metallurgy of 6000 series aluminium alloys – 2015

